
Weber Manufacturing Technologies: Midland, ON, Canada
With a long, storied history in composites moldmaking, this rare nickel vapor deposition specialist has built a strong niche, making large, high-quality tools.


Composites mold making specialist: Weber Manufacturing Technologies’ main plant in Midland, ON, Canada houses most of its moldmaking, machining and finishing operations, producing nickel-shell, steel, aluminum and Invar tooling for composites manufacturers worldwide. Source: Weber Manufacturing Technologies

NVD Building: The smaller of Weber Manufacturing’s two buildings houses the means by which it has made its largest mold making impact (see next photo). Sourc:| Weber Manufacturing Technologies

Fig. 1: Toolmaking distinctive: Pictured are three of the company’s four nickel vapor deposition (NVD) chambers, housed in the smaller of Weber's two facilities. NVD is rarely done in moldmaking, and Weber is one of the few companies in the world to do it at all. Source: CW/Photographer: Jeff Sloan
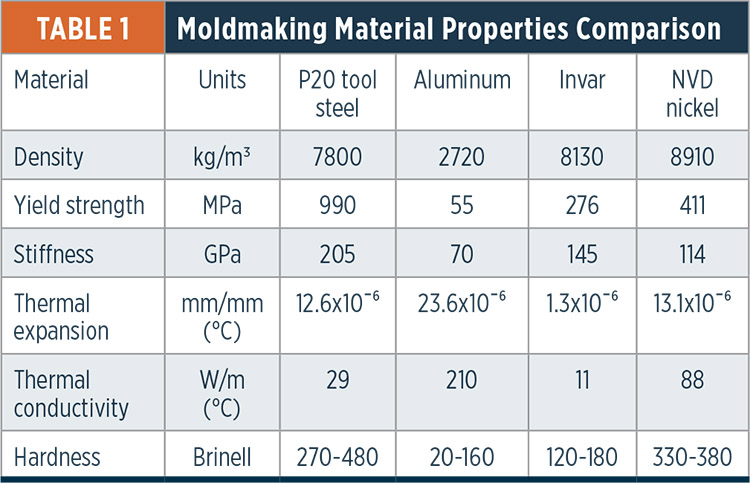
Table 1: Moldmaking Material Properties Comparison

Fig. 2: The company maintains 22 multiaxis CNC-machining centers. Here, a technician operates one of Weber’s six 5-axis machining centers. He and other operators have direct digital access to all designs via machine-side computers. Source: CW/Photographer: Jeff Sloan

Fig. 3: This system from Ingersoll Machine Tools (Rockford, IL, US) is used to rough out mold bases and mandrels and is among the most frequently used machining centers at the Weber plant. Source: CW/Photographer: Jeff Sloan

Fig. 4: Weber is well known for the conformal steel and copper heating and cooling systems on its molds. Here, technicians shape steel tubing through which hot oil will flow to heat the back, or B-side, of a nickel-shell tool face. Source: CW/Photographer: Jeff Sloan
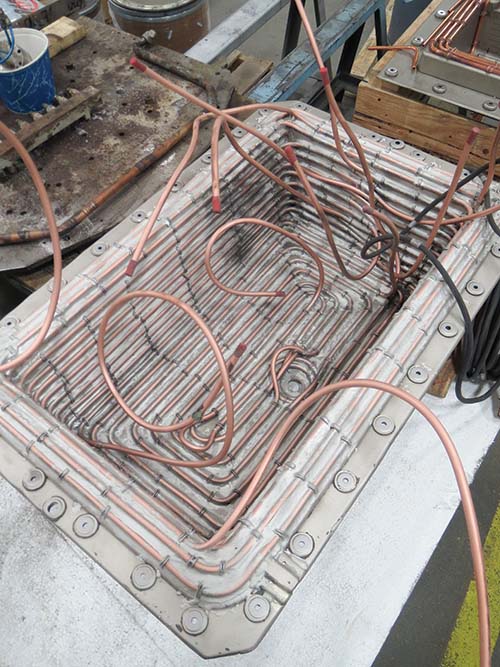
Fig 5: The B-side of this sink mold shows formed copper heating and cooling lines arranged, soldered together and in the process of attachment in conformity to the tool’s surface. Source: CW/Photographer: Jeff Sloan
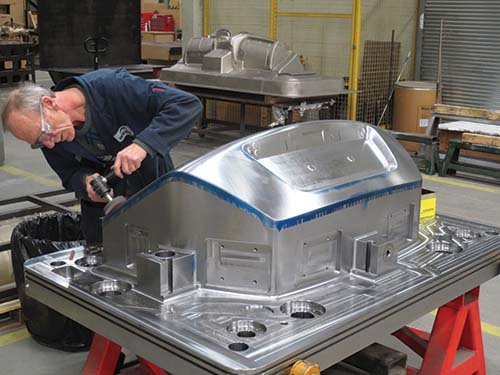
Fig. 6: A Weber technician hand-finishes a nickel-shell mold for an automotive application. Nickel is attractive for automotive applications because of its Class A capabilities, its ability to replicate fine details and its minimal residual stress. Source: CW/Photographer: Jeff Sloan
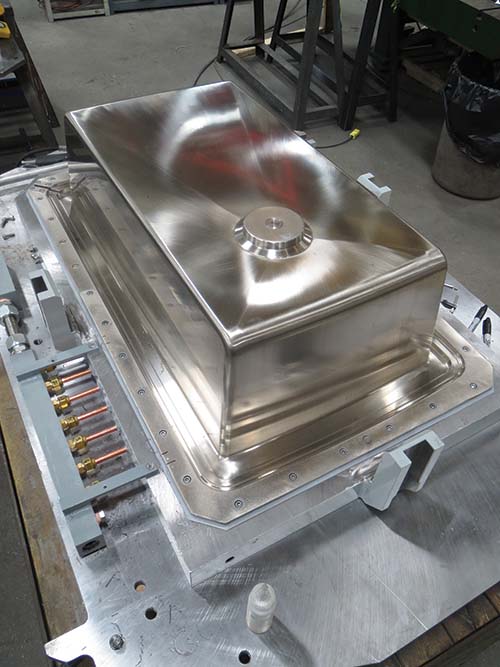
Fig. 7: Reinhart Weber began making molds for residential and commercial sink manufacturers in the 1980s and saw NVD as a good alternative to electroforming. Weber still serves the sink market today, including for DuPont’s Corian line. Source: CW/Photographer: Jeff Sloan

Fig 8: Weber’s MasterGrain business uses NVD tooling to replicate wood grain in compression molded sheet molding compound laminates for sandwich-panel residential doors and entryway components (see Fig. 9, next photo). Source: CW/Photographer: Jeff Sloan

Fig 9: NVD tooling replicates wood grain in compression molded sheet molding compound laminates for sandwich-panel residential doors. The image at right shows the level of enabled detail. Source: CW/Photographer: Jeff Sloan



Moldmaking for composites fabrication applications is a decidedly immature segment of the overall toolmaking sector. Molds used by injection molders, for example, are provided to them by a highly developed and global network of tooling suppliers. The molds, the materials used to make them and the methods by which they are made are established, tried and true. By contrast, the molds used for composites manufacturing are, more often than not, fabricated in-house and employ various methods and materials that can range widely from Invar, steel and aluminum on one hand, to wood or foam or more familiar ground, a composite. There are, however, those who specialize in moldmaking. And few moldmakers in the composites marketplace have established a stronger position in this specialty than Weber Manufacturing Technologies Inc..
Weber stands out from the majority of moldmaking specialists, however, by way of a secondary specialty — nickel vapor deposition (NVD) — that has helped it carve out a niche few other manufacturers in the world can claim. NVD enables Weber to fashion molds for unusually demanding, high-performance composites applications. CW paid a visit to Weber’s facility in Midland, ON, two hours north of Toronto on the shore of Georgian Bay, to learn more about the company and how NVD has propelled the company to a distinctive position in the composites toolmaking community.



How it all began
Weber Manufacturing’s founder and namesake, Reinhart Weber, opened a tool shop in Windsor, ON, that, in 1962, served primarily the automotive industry. In 1967, he moved his business to Midland to be closer to his second home in an area around Midland known colloquially as “cottage country.”
By the late 1980s, with business expanding into other markets, Weber identified a need for higher quality nickel shells for kitchen sink mold applications in Europe. Conventional nickel shells were made by electroforming, a slow, galvanic process in which a master shape is placed in a tank as a cathode and nickel is gradually plated over many weeks. Weber eventually connected with a nickel-mining company north of Midland, which uses nickel vapor deposition (NVD) to create and refine nickel pellets and powders for, amongst other products, stainless steel. The technology fit well with Weber’s desire to develop what is essentially an additive manufacturing process that minimizes waste. “Almost two years were spent designing and refining the process and apparatus to facilitate depositing nickel on solid, CNC-machined master shapes,” says Tom Schmitz, Weber’s business manager – composites.
In 1989, Weber established its Nickel Tooling Technology (NTT) Division, and in 1991 it sold its first NVD nickel shell to Schock GmbH (Regen, Germany), which used it in a mold to produce a composite (granite/quartz/PMMA resin) sink. In 2000, Weber established its NVD Nickel Division and its own NVD operations onsite in Midland. In 2001, the company produced the first molds using its own NVD technology — dozens used to fabricate interior parts for automaker Mercedes-Benz (Stuttgart, Germany).
The launch of the new technology was not trivial, Schmitz recalls, and exposed Weber Manufacturing to much risk and uncertainty. “If that nickel plant did not work, we would have been in a nondelivery position,” he says. “So, it had to work.”
And work it did. And still does. Today, Weber has positioned itself as a fabricator of large, high-quality tools of not only nickel but steel, aluminum and Invar — notably, for very large composites molding processes. “We stay away from the small stuff,” Schmitz notes. Proceses include injection, compression and resin transfer molding (RTM) as well as sprayup, slush molding, resin infusion and autoclave cure. The company continues to focus on work in its seminal automotive sector as well as the construction and aerospace markets. In addition to Schock and Mercedes-Benz, Weber’s customer list is replete with recognizable names: DuPont, Fritzmeier, Boeing, Albany International, Zodiac Aerospace, Bell Helicopter, GE Aviation, GKN Aerospace, CTL Aerospace, Gurit Automotive, Ford, Chrysler, GM, BMW, Aston Martin and many others.
In 2008, Weber launched an ancillary business, called MasterGrain, which uses the NVD process to manufacture a full line of durable composite residential doors and entryways. NVD’s strength here is its ability to make a mold that replicates, in great detail, a wood’s grain and texture, right down to the knots and swirls that characterize a real wood door.
NVD: How it works
Because NVD is so central to all that Weber does, it seemed only right that the CW tour start there, with Schmitz as our guide. Weber’s facility in Midland fills two buildings. The larger (12,542m2) is where most of the employees work and most of the moldmaking is done (opening photo, p. 40), including machining and finishing. NVD operations, however, are performed in the other building, just a stone’s throw away. Although it is smaller, at 3,251m2, it is home to an uncommon sight — four large, steel cylindrical chambers (Fig. 1, at left) fed by a tangle of tubes and ductwork, all monitored 24 hours a day, seven days a week by Weber employees ensconced in an adjacent control room, separated by large glass windows that provide a view of all of the facility’s machinery and equipment.
Inside, Schmitz begins the NVD tour by noting that the process is often compared to electroforming. But he points out that NVD’s advantages are both simple and substantial: NVD is faster (“We can produce nickel 20 times faster than electroforming”), produces a much more uniform tooling surface, is excellent at replicating finely detailed mold textures and surfaces, produces negligible residual stress, is weldable and is 99.9% pure. Schmitz says that a new NVD mold can be fabricated from an existing deposition mandrel in just two to three weeks and can be 3 mm to 30 mm thick, whatever is required. Similarly, multiple identical replacement molds can be manufactured from the same master. Nickel also offers good thermal conductivity, easy mold release, 330-380 Brinell hardness and high density (see Table 1, at left).
If this is the case, why don’t more moldmakers use NVD to make tools? Schmitz says the simple answer is that NVD is anything but simple: “The materials, chemicals and temperatures involved are complicated and very specialized,” Schmitz notes. “It took us 10 years to develop and refine the process to where it is today.”
The trick is in vaporizing nickel, which is a complex, multistep process used to commercially refine high-purity nickel. Weber starts, says Schmitz, by combining nickel and carbon monoxide (CO) to create nickel tetracarbonyl, or Ni(CO)4. That compound is passed through a reactor and a condenser to create liquid carbonyl, which is then vaporized and injected into one of the four large, purged, sealed, steel chambers at the center of the NVD facility. Inside the chamber is the aluminum or steel mandrel that is designed for nickel deposition. The mandrel, onto which the nickel is deposited, is heated to 180°C; as the carbonyl enters the chamber, the nickel adheres to the hot surfaces only, building up on the tool surface at a rate of 0.25 mm/hr. Carbon monoxide is liberated as the nickel deposits onto the mandrel and is then recycled out of the chamber. (Weber says the air coming out of its stacks is breathable.)
Schmitz leads us to one of the chambers where we peer inside through a small porthole. The chamber interior is lighted and the mandrel is easily visible. The vaporized nickel is colorless, but assumes a silver-grey hue as it deposits onto the mandrel. Not all surfaces on the mandrel need nickel, so some sections are masked off or cooled to resist nickel deposition. Further, to prevent nickel from adhering to the chamber interior, the chamber itself is kept comparatively cool (60°C), which makes it warm but not hot to the touch. A typical mold for an automotive exterior part, Schmitz says, will be designed with a nickel shell up to about 10 mm thick, which takes only 40 hours to build. Typical aerospace molds for autoclave-cured parts are 7 mm thick.
He also reports that Weber has developed CAD modeling software that enables engineers to accurately calculate part surface area. The nickel shell thickness requirements are determined by pressure and the surface finish of the final part. “The only way to control shell thickness is deposition time,” says Schmitz.
Nickel shells that come out of the NVD process are highly uniform but their surfaces are not yet ready to produce parts. Separated from the mandrel, each shell moves to Weber’s main plant for further preparation. There, we move as well.
Main plant tour
The tour of the primary facility at Weber starts in the machining department where Schmitz repeats a sentiment heard in many such shops: “If we’re not making chips, we’re not making money.” Schmitz says that usually Weber’s 5-axis machines — six of the company’s 22 total machining centers — run about 23 hours per day. The size and type of machining center varies (see Figs. 2 & 3) and includes units from DMG (Deckel Maho, Davis, CA, US), Makino (Mason, OH, US), Tarus (Sterling Heights, MI, US), Kuraki (Niigata, Japan), SNK (Osaka, Japan), Ingersoll Machine Tools Inc. (Rockford, IL, US) and Droop+Rein (Bielefeld, Germany). In addition, the company is planning to add another very large 5-axis machining center.
Notably, Weber’s machining environment, says Schmitz, is nearly paperless. Operators interact with CAD files and develop CAM programs via machine-side computers, which provide access to all designs and the job queue. It’s here that much preliminary moldmaking work is done, roughing out cores, cavities and other tool components.
The mold materials depend on the customer, the application and the process. It can be steel, aluminum, stainless steel, Invar or nickel, or a combination of the above. If nickel is the choice, which it is approximately 30% of the time, Weber will deposit a nickel shell on a mandrel, strip it from the mandrel and then mount it on a welded, egg-crate-style backing structure of steel plates. The robustness of the design depends on the molding process. The thickness and pitch of these components are sized to handle the molding pressures and clamp tonnage of the molding process.
What happens to a mold next depends on the process for which it’s intended. Out-of-autoclave molds, which require integrated heating and cooling capability, are sent to Weber’s mold tubing fabrication area, adjacent to the machining area. The company, notes Schmitz, is well known for providing highly contoured, highly efficient molds using conformal heating and cooling tubes. These tubes help optimize mold heating and cooling and provide uniform temperatures across the mold face. These steel or copper lines, designed to carry hot oil, are shaped to match the back, or B-side, of the nickel shell and then are attached via a variety of soldering or filled epoxy methods (Figs. 4-5). Many molds at Weber, says Schmitz, are supported in a mold frame; the frame includes an integrated manifold system for hot-oil distribution. The tubing circuits attached to the backside of the mold are then connected to the manifold after the mold is placed into the frame.
Finally, all molds are sent through Weber’s coordinate measuring machine (CMM) for dimensional verification and quality control, using a DEA Delta Slant machine (Hexagon Metrology, Stockholm, Sweden). Any dimensions that exceed tolerance are re-machined or worked by hand to bring the mold into compliance.
We are shown next into Weber’s NVD master model room, home to automotive instrument panel, door, console and other master models of auto interior components. Textured auto interior molds have become a robust business area for Weber. These master models, says Schmitz, are “stored on site and allow us to quickly replace a mold whenever needed.” The masters are used to fabricate new NVD nickel molds and are exact replicas of the original.
The final tour stop offers a glimpse of Weber’s building and construction business. Nickel’s ability to polish to a high finish, and to replicate fine surface textures, makes it ideal for kitchen and bath sink molding, as well as bathtub fabrication (see Fig. 7). Weber provides all of the molds used by DuPont to manufacture its Corian-brand shaped products. Schmitz says DuPont had, at one point, planned to move its Corian moldmaking operations to Mexico due to substantial postmold trimming and other work required by the company’s aluminum molds. Since switching to Weber’s nickel-shell tools, he says, DuPont’s postmold work is minimal and DuPont was thus able to avoid moving work to Mexico.
Here, its MasterGrain line of doors also benefits substantially from nickel’s ability to replicate in tools a variety of wood grains and textures (Figs. 8 & 9). These tools are used to compression mold sheet molding compound (glass/polyester) to fabricate composite laminates, which are then used to assemble a full line of tough, weather-resistant residential entry doors. Schmitz says MasterGrain doors are superior to the natural wood versions they replicate, because their durability, their ability to hold color and their natural look and feel make them, over the life of a home, more cost-effective.
The future is bright
Weber is currently the only fully integrated, custom moldmaker with nickel-shell toolmaking capability. Its presence in automotive, aerospace and building and construction arenas, says Schmitz, helps even out the peaks and valleys associated with each industry. As a result, this toolmaker has established a unique and, by all measures, secure link in the composites supply chain.








Related Content

Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read More
A new era for ceramic matrix composites
CMC is expanding, with new fiber production in Europe, faster processes and higher temperature materials enabling applications for industry, hypersonics and New Space.
Read More
Manufacturing the MFFD thermoplastic composite fuselage
Demonstrator’s upper, lower shells and assembly prove materials and new processes for lighter, cheaper and more sustainable high-rate future aircraft.
Read More
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read MoreRead Next

Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More