
Wet and dry peel plies
Thinking of using only peel ply as adhesive bonding surface prep? You should understand all of the issues involved.

Share




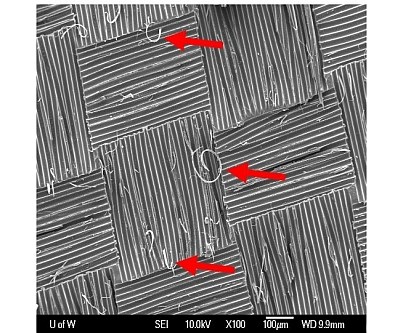
How a peel ply releases from the composite substrate to be bonded controls the surface quality and thus bond performance. Fracture between (blue arrow) the matrix resin of the impregnated “wet peel ply” and that of the composite substrate produces the best results.
SOURCE: “Evaluation of Peel-ply Materials on Composite Bond Quality”, Univ. of Washington and The Boeing Co.



The feature article in CW’s Sep 2016 issue is Part II of Sara Black’s overview of structural adhesives. Toward the end of the article, Sara discusses developments in wet peel plies, with her source at Henkel recommending that its latest products can be used as the sole surface preparation for adhesively bonded joints in composites.
I wasn’t really comfortable with that recommendation, having the basics of adhesive bonding explained to me years ago at Abaris Training (Reno, NV, US) courses. However, I didn’t know much about wet peel plies, meaning those that have been preimpregnated with resin. So I will attempt to review some basics, provide links to resources and present some of the latest test results of plasma treatment as a new surface prep method, which results in a water contact angle of 0°.
“The lowest we ever got with the new Henkel wet peel plies was 15-20 degrees, which is great, but 0 degrees is the ideal," notes Lou Dorworth, long-time instructor and manager of the Direct Services Division at Abaris Training.
Basics of Adhesive Bonding
The following information is taken from the textbook used in Abaris Training courses.
Surface preparation of (and ultimately bonding to) a fiber-reinforced plastic surface depends less upon mechanical attachment, and more upon a chemical attachment precipitated by the attraction and eventual sharing of electrons at the interface between the adhesive and substrate. This is known as a covalent bond.
Achieving a covalent bond between the adhesive and the substrate surface is dependent upon the ability to raise the surface free-energy value (SFEV) of the bonding surface to an equal or higher value than the surface tension value (STV) of the adhesive. In other words, to wet out the composite surface with the adhesive — and thus obtain a high-performance chemical bond — you have to achieve covalent bond electron exchange.

Most metals and ceramics have a farily high surface energy while plastic and composites do not, and thus require surface treatment/preparation for adhesive bonding.
SOURCE: Budnick.com
Most metals and ceramics exhibit a fairly high SFEV, >500 mJ/m2 (500 dynes/cm), while plastics are typically below 50 mJ/m2 (50 dynes/cm). Typically, surface preparation to a fiber-reinforced plastic substrate is accomplished by lightly abrading with a suitable abrasive material and then cleaning the surface (without affecting SFEV) so that it is free from dust or debris prior to bonding.
Again, the goal is achieving a suitable SFEV on the composites surface, NOT mechanical roughness. One must shear the top layer of molecules on the composite matrix surface, to create many broken atomic bonds, without damaging underlying fibers.
Peel Ply as Surface Prep
A peel ply is often used on bonding surfaces to keep them clean until ready for bonding and to also provide for enhanced surface free energy when removed. When a peel ply is removed, it fractures the resin matrix layer, leaving a slightly energized surface. Note: this does not work as well on surfaces with woven texture because there may still be glossy areas in the depressions between the yarns.
Peel ply-fractured surfaces alone do not necessarily produce the highest SFEV nor the best bond-strength in lap-shear testing, but they do usually provide consistent results. According to Dorworth, “You can always design around a given bond strength in a bonded composite joint, but it’s much more of an issue to have bond strengths that vary from one part to the next.”
SEM micrograph showing tendrils of polyester peel ply fibers left after removal of dry peel ply before bonding. SOURCE: "Influence of Peel Ply Type on Adhesive Bonding of Composites", Univ. of Washington and The Boeing Co.
Contamination in Peel Plies
The issue of contamination, particularly in nylon peel plies commonly coated with release agent, was exposed and examined by composites legend Dr. L. J. (John) Hart-Smith in his famous paper,“Curse of the Nylon Peel Ply” (posted online by Adhesion Associates).
There has also been a lot of investigation by Boeing, the FAA, the Army Research Laboratory and others, with studies performed to test why some peel plies work well while others contaminate the bonding surface, weakening subsequent adhesive joints.
The problem with non-coated polyester or nylon fabrics is that they tend to stick to the laminate too well, and are difficult to remove. The best peel ply in testing results is fine-weave, polyester fabric preimpregnated with resin.
Henkel has been a leader in the development of wet peel plies and published an excellent report “KEY FACTORS OF THE PEEL PLY SURFACE PREPARATION PROCESS”, studying why wet peel plies typically perform better than dry peel plies and how even wet peel plies can be improved further to provide more consistent and higher-performing adhesive bonds.
One of their conclusions is that composite bond performance is strongly dependent on the fabric construction of the peel ply and the ability of the wet peel ply’s resin to fully impregnate the fabric as well as that resin’s toughness. The best performance resulted from a wet peel ply with a high porosity fabric, comprised of a low count of tows consisting of large diameter fibers, preimpregnated with a more brittle resin system — that is, more brittle than the resin used in the composite substrate to which the peel ply is applied.
Resultant bonds of the optimal wet peel plies had fracture toughness levels 2-3 times higher than bonds made with either a dry fabric or fabric pre-impregnated with a tough resin. These results were used to optimize Henkel’s Hysol EA 9895 wet peel ply product, which Sara discusses in her part II adhesives feature as LOCTITE EA 9895 AERO.
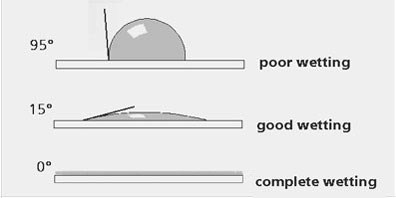
WCA testing results: 0º indicates maximum wettability of the bonded surface and optimum adhesion possible to the adhesive. The greater the bead angle, the less wettable the surface and greater likelihood adhesion will be poor. SOURCE: teachengineering.org.
Water Contact Angle
One of the ways commonly used to test how well a composite surface has been prepared for adhesive bonding is the water break test. Again, I'm drawing from the Abaris Training textbook:
If the surface energy is high enough, clean distilled or deionized water (STV app. 70 mJ/m2) will spread out in a slightly arched film on the the surface (i.e., it's not a completely flat sheet) and should not "break" into beads. If this type of water break-free surface can be maintained for 20-30 seconds, then you have a clean, high-energy substrate suitable for adhesive wetting.
A nondestructive test method has been developed based on this, called water contact angle (WCA). The following is taken from my Mar 2014 feature "Certification of bonded composite primary structures":
Contact angle measurement uses a drop of liquid, usually water, to evaluate how well a surface has been prepared for bonding. A surface without sufficient energy activation for bonding tends to be hydrophobic, that is, it will cause the drop of water to bead up. An NDI device is used to measure the angle of the bead edge, resulting in a large angle measurement. A contact angle measurement of 0˚ represents a perfectly hydrophilic surface — one on which the water does not bead up but instead flows out and coats the entire surface. This indicates maximum wettability of, and optimum adhesion between, the bonded surface and adhesive. The greater the bead angle, the greater the likelihood that adhesion could be impaired.
CLICK on image to watch VIDEO.
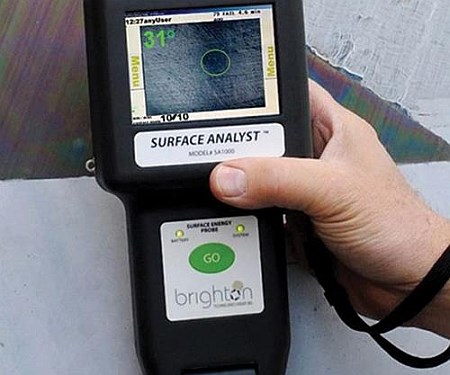
BTG Labs' Surface Analyst tool measures water contact angle and returns a "go" or "no-go" for bonding in 3 seconds. SOURCE: BTG Labs.
Brighton Technologies Group’s (BTG Labs, Cincinnati, OH, US) Surface Analyst tool uses a ballistic method to deposit a 2μL water drop for accurate, repeatable results in 3 seconds. An immediate ‘go’ or ‘no-go’ for bonding is enabled by inputting the allowable range of angles, determined by measuring a surface prepared to specification vs. the same unprepared or poorly prepared.
For more details, go to the bottom of that Mar 2014 article and scroll to the NDT sidebar at the bottom. CW also has a webinar on this topic presented by BTG Labs on Oct. 6: “Understanding and Controlling the Bond Surface in Manufacturing for Reliable Adhesive Bonding of Composites”


Peel ply and plasma treatment provided the lowest water contact angle
and best adhesive bond results in testing by the TRUST program.
The Ideal Surface for Bonding
My April 2015 article "Building TRUST in primary bonded structures" has a sidebar titled "Plasma treatment as surface preparation for adhesive bonding", which discusses the TRUST program's efforts to automate and qualify plasma treatment as a surface preparation method for adhesive bonding in primary composite aerostructures. The images above and below show why.
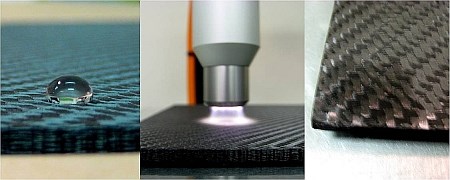
A carbon composite laminate before, during and after plasma treatment.
SOURCE: www.plasmablog.com
Enercon Industries Corp. (Menomonee Falls, WI, US) and Abaris Training have also completed testing on plasma treatment for better adhesive bonding surface prep, with results showing that blown ion is preferred vs. blown arc or flame plasma methods and that a water contact angle of 0º is achievable. The two companies discuss the basics of adhesive bonding as well as plasma treatment in the CW webinar titled "Improve Structural Composite Adhesion Strength with in-line Plasma Surface Treatment", presented on Dec. 17, 2015.
Plasma treatment has been used for a long time in the plastics industry and now, along with continuously improved peel plies and NDT/NDI methods, it seems poised to help composites advance to the next level of repeatability and reliability in adhesive bonding.








Related Content

Composites UK launches best practice guide for composites tooling
“Mould Tooling for Fibre-Reinforced Polymer Composites” is latest in Composites UK’s series of good practice guides, available online for free.
Read More
ASCEND program update: Designing next-gen, high-rate auto and aerospace composites
GKN Aerospace, McLaren Automotive and U.K.-based partners share goals and progress aiming at high-rate, Industry 4.0-enabled, sustainable materials and processes.
Read More
Daher inaugurates Learning Center for training aeronautical talent
Daher offers a concrete solution to the shortage of qualified professionals in aerospace, providing a range of technical programs that prepare workers for the sector’s rigorous demands.
Read More
Inha University incorporates SwiftComp simulation software to virtually test composites
AnalySwift’s SwiftComp tool aims to mitigate the burden of costly experiments and enable accurate testing of woven and braided composite structures.
Read MoreRead Next

Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More