

Share
Read Next



Increased options for 3D printing continuous fiber composites
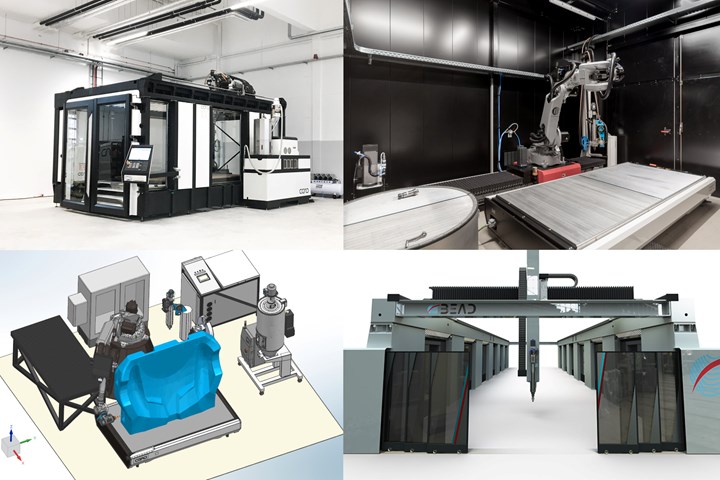
CEAD has progressed from its original CFAM Prime 3D printing cells (top left) to AM Flexbot robot-based systems with optional tracks, print beds and rotary tables (top right) to hybrid printing and milling BEAD machines with Belotti (bottom right). It is further increasing this hybrid processing capability by using Siemens NX for a one-stop software environment. Photo credit all images: CEAD
CEAD (Delft, Netherlands) was founded in 2014. Its commercial products include gantry-based and robot-based systems that enable 3D printing with or without continuous fiber on a large scale — 4 meters long x 2 meters wide x 1.5 meters high for the CFAM Prime cells and 2 meters wide for AM Flexbot robots with lengths up to five meters when mounted on a track. The print head for these systems is the CEAD Robot Extruder, which uses thermoplastic granules/pellets as raw materials for lower cost. It is also sold as a standalone component for retrofitting to existing robots or CNC machines. The company now also sells heated print beds and rotary tables.
Customer-driven evolution
This modular approach has allowed CEAD to customize machines for different needs. For example, almost as soon as AM Flexbot was unveiled, there was a request to combine it with milling. “We can now perform tool change from 3D printing to milling in one minute,” says Charléne van Wingerden, head of business development at CEAD.



The company then developed printing at 45 degrees. “We began this with the robot-based systems and are now integrating it into the gantry systems,” says van Wingerden. “We basically rotate the nozzle to angle the extruder for the gantry systems. This helps address issues with printing supports. With large-scale 3D printing, we avoid using supports because it uses too much material. So, printing at 45 degrees is a way to print overhangs without supports. In this way, the layer length is much shorter, which prevents letting too much time elapse for the print bead to cool down which would cause issues in layer-to-layer adhesion.”
The next request, of course, was for even larger print volumes. In April, CEAD announced its partnership with CNC machine supplier Belotti (Suisio, Italy). “We started manufacturing larger hybrid gantry systems by ourselves, but this is not our expertise,” says van Wingerden. “Our partnership with Belotti offers the best of both worlds — we will integrate the 3D print technology within the CNC gantry systems into a combination cell.” The resulting hybrid BEAD machines will offer a range in print volumes — 6-50 meters long, 2.6-11 meters wide and 1.5-5 meters high — with pricing starting at €450,000 and the option for customized configurations.

Fig. 1. Expanding print volume and speed
The new BEAD hybrid machines integrate a CEAD print head and Belotti CNC system to enable much larger print volumes, while the new CEAD Robot Extruder E50 offers material output of 50-80 kg/hour for larger prints.
With larger machines, the next request was greater material output. “We started with an extruder output of 12 kilograms/hour,” says van Wingerden, “but now we have introduced the E50 Extruder with an output of more than 80 kilograms/hour. It is what will be featured, as well as the 12 kilograms/hour, in the BEAD machines, but is also available for our other systems.” The E50 is delivered with a material transportation system, and an integrated 400-liter dryer for pellets may be added. “The E50 has a screw diameter of 50 millimeters, and we measured an output of 84 kilograms/hour with PP30%GF [polypropylene reinforced with chopped glass fiber at 30% by weight] at 60% of its max speed,” she notes, adding that nozzle diameter for the E50 ranges from 8 to 20 millimeters.
Migration to Siemens NX software
CEAD wrote its own software, including slicers using the Grasshopper plug-in for the Rhino 3D modeling software (Robert McNeel & Associates, Seattle, Wash., U.S.). “But now we are moving to Siemens NX [Siemens Digital Industries Software, Plano, Texas, U.S.] because it has more functions as we add milling into our cells,” explains van Wingerden. “We had to open up our software and put all of the system components and operations in one environment.”
Jasper Klein Mentink is CEAD’s lead application development engineer, who wrote the Grasshopper application. “It allowed us to make sure that the printed parts were sufficiently near-net shaped with precision milling in mind and to have an in-depth look at the toolpath and print beads, but we were missing some way to simulate the entire robot and cell,” he says. CEAD already had a partnership with Siemens and decided at the end of 2020 to migrate its software to the Siemens NX environment.
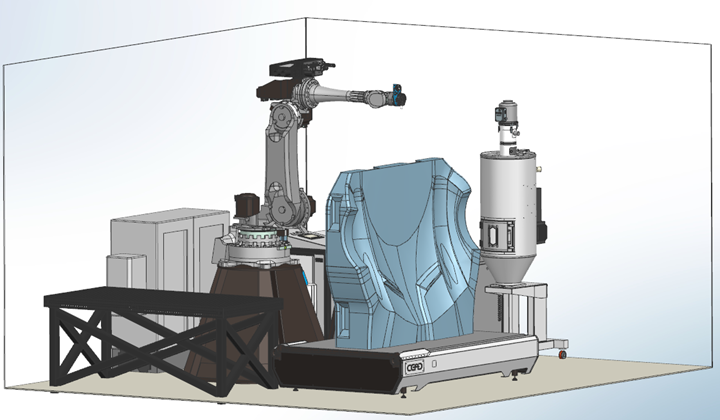
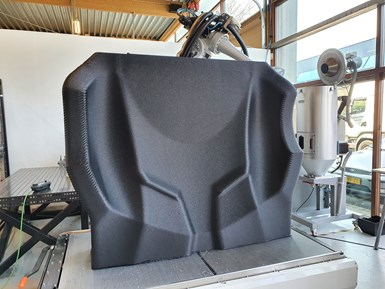
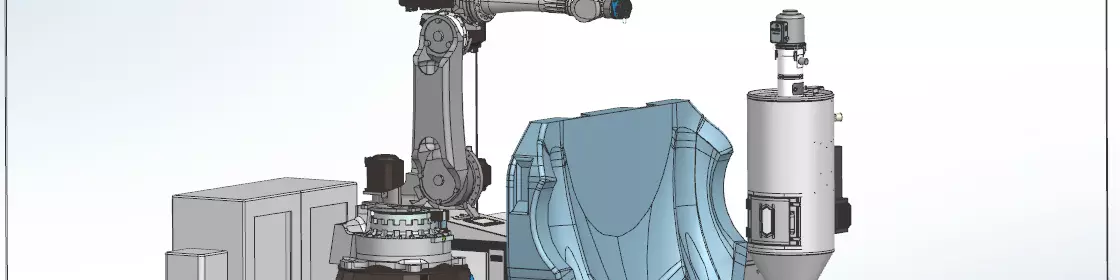
Fig. 2. Simulating the process
CEAD has migrated its software to Siemens NX, which allows every system component — gantry, robot, print head, tracks, tables and even thermoplastic pellet dryer — to be simulated and optimized for increased accuracy and process control, which becomes even more critical as CEAD cells hybridize to include milling and automated fiber placement (AFP).
“With the help of Siemens, we are developing a CEAD layer within the NX CAM environment,” Mentink explains. “The entire CEAD system is in there — robot, printhead, print tables, milling head — and can be simulated. This makes it a lot easier for customers because they don't have to develop a printing post-processor or program anything themselves.” This is a key point because every cell is different. “For example,” says Mentink, “right now I'm making an AM Flexbot cell for a customer which will have a track, a rotary table and large print beds. Basically, I can make every machine within NX and simulate it. Everything is also dynamic.” He shows an example of how the robot can pick up the extruder printhead or the spindle for milling, and the software simulates the tool change between these two operations. “You can see everything that happens and also the beads that are being printed or the amount of material that is removed during milling,” he says. “Most importantly, the program will make sure the robot and end effectors don’t collide with anything during operations.”
Mentink explains that automated fiber placement (AFP) can be incorporated as well. “I can have our print head or an AFP head and configure it how we want it to operate. If we have this system set up exactly like the Siemens NX robot controller in our machine, then the AFP head will be simulated here exactly how it will operate during the actual process.” He adds that everything the user needs is in this environment. “NX is also a CAD environment, so you can design parts, and program every printing, milling or AFP operation needed. Then if the part needs to be changed, those operations can just be regenerated to reflect the changes — another advantage of having everything in one package.”
Updates, accuracy and digital twins
“As we continue in NX, there will be more custom features and operations available based on customer needs,” says Mentink. “These will then be made available via periodic updates based on the package customers buy from us. We will continuously develop new applications within this environment together with Siemens. It's a great partnership because the robot controller is also Siemens. So, how the robot is simulated is exactly how it behaves in real life, which is important for both accuracy and reliability.”
Robot accuracy and reliability have indeed been an issue that many 3D printing companies have addressed by writing their own robot control software. “That’s true,” says Mentink, “but the Run My Robot controller software that Siemens has developed enables accuracy within 0.1 millimeters. So, Run My Robot allows us to read the G codes and make complex movements and shapes with a robot very accurately, and the NX package allows us to program and simulate everything, so we know exactly what will happen. This combination is all that we need.”
Mentink notes that CEAD is using Siemens CNC controllers in all of its solutions. “That's a huge advantage,” he says. “For example, I can load a designed part in any CEAD cell at any of our customers and test operations. We will also be able to digitally commission robots because we will have an exact digital twin of each cell.” But what about digital twins of parts? Mentink says that is another benefit of NX: “It allows us to add the ability for our customers to include process-specific data on each part such as temperature, etc. We are looking now at the best ways to really control the printing process and also the combination with milling and/or AFP. It’s important to know exactly what happened during printing, so that we have the accuracy required for the next operations, and to develop the right sensors for collecting that data.”
Expanding applications
CEAD’s customer base is varied, from marine engineering and construction firm Royal Roos (Rotterdam, Netherlands) and composites fabricator Poly Products (Werkendam, Netherlands), which works in the marine, architecture, industrial, recreational and transportation sectors, to leading composites research groups and universities including the University of Stuttgart (Stuttgart, Germany), ETH Zurich (Zurich, Switzerland) and the Chair of Carbon Composites (Lehrstuhl für Carbon Composites or LCC) at the Technical University of Munich (TUM, Munich, Germany), to name just a few. The company also has sold a system into the electric vehicle (EV) sector and aerospace tier supplier GKN Munich was one of its first customers.
“GKN Munich contacted us in 2018 and we worked with them to develop serial production tooling for autoclave-cured prepreg parts,” says van Wingerden. These parts were discussed in the presentation, “Introduction of 3D-printed Track Intensifiers for Composite Flap Production” given by Thomas Herkner at GKN Aerospace Munich as part of the TU Munich 2020 symposium “Future Composite Manufacturing — AFP & AM.” The intensifiers are used in the production of carbon fiber-reinforced polymer (CFRP) landing flaps for the Airbus A350 and A330 and were printed using chopped carbon fiber reinforcement.

Fig. 3. Serial production autoclave tooling
CEAD’s migration to Siemens NX offers the ability to simulate not only the 3D printing system but also the materials and process to accurately predict performance. This is necessary, for example, in this chopped carbon fiber-reinforced tool for GKN Munich, which was then split and machined to provide multiple intensifiers used in autoclave-cure serial production of landing flaps for the Airbus A350 and A330.
“We are now working with GKN to develop a special 3D printing process as part of a newly-funded, two-year project together with TU Munich, Hufschmied [Bobingen, Germany] and Airbus [Germany],” notes van Wingerden. Started in May 2021, the project aims for development of a high-temperature thermoplastic reinforced with short and continuous fibers for 3D printing large-area composite curing tools for aerospace structural components. “The goal is to bring this technology into serial production at GKN Munich,” she adds. This project represents stage two in the four-stage additive manufacturing roadmap for fiber-reinforced thermoplastics that Herkner presented at the TU Munich symposium, with stage four focused on continuous fiber structural parts — i.e., flying aerostructures.
At the other end of the spectrum, CEAD recently printed a hatch for a superyacht project in Germany, using glass fiber-reinforced ASA (acrylonitrile styrene acrylate), an amorphous thermoplastic alternative to ABS (acrylonitrile butadiene styrene). The 3D-printed part replaced aluminum with 60% weight reduction. “We look forward to further projects with this customer to explore what is possible with 3D printing,” says van Wingerden. “That really has been CEAD’s focus from the beginning, to help our customers produce cheaper, higher-performance, more sustainable parts, and continue to develop the technology they need for the future.”








Related Content

Large-format 3D printing enables toolless, rapid production for AUVs
Dive Technologies started by 3D printing prototypes of its composite autonomous underwater vehicles, but AM became the solution for customizable, toolless production.
Read More
Robotized system makes overmolding mobile, flexible
Anybrid’s ROBIN demonstrates inline/offline functionalization of profiles, 3D-printed panels and bio-based materials for more efficient, sustainable composite parts.
Read More
The next evolution in AFP
Automated fiber placement develops into more compact, flexible, modular and digitized systems with multi-material and process capabilities.
Read More
A new era for ceramic matrix composites
CMC is expanding, with new fiber production in Europe, faster processes and higher temperature materials enabling applications for industry, hypersonics and New Space.
Read MoreRead Next

CEAD, Siemens intensify collaboration for industrial 3D printing of large composite parts
CEAD’s new AM Flexbot includes Siemens’ Sinumerik CNC and Siemens will include a CEAD 3D printing system in its Additive Manufacturing Experience Center
Read More
3D printing large composite molds with a 5-axis CNC machine
Hungarian manufacturer uses CEAD Robot Extruder to cut composite tooling time and cost.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More