
Automated filament winding aids segmented blade production
Roth Composite Machinery system is part of ENERCON’s optimized production for modular blades.





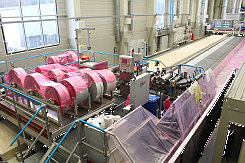
Simplified production process: Inner part of ENERCON EP4 rotor blade
made with same automated winding/wrapping technique as for E-115 blades.
SOURCE: ENERCON magazine Windblatt, 01-2015
In close cooperation with its customer ENERCON (Aurich, Germany), Roth Composite Machinery (formerly EHA Composite Machinery, Steffenberg, Germany) has developed filament winding systems for the manufacture of composite rotor blade components for ENERCON wind turbines. Installed at two different ENERCON blade production plants, the automated winding systems are used to produce the shorter, inner blade sections for Enercon’s E-115, E-126 and E-141 turbines with rotor diameters of 115.6m, 127m and 141m, respectively.
A subsidiary of Roth Industries (Dautphetal-Buchenau, Germany), Roth Composite Machinery develops, designs and builds production lines for the manufacture of composites including filament winding systems, prepreg plants and coating/converting machines (finishing of web products). It excels in systems for high-quality and high-performance products for lightweight applications, and has more than 50 years of experience in the manufacture of filament winding systems. It already has similarly-sized, automated filament winding systems in use for large-scale FRP containers as well as in the aerospace industry for manufacturing rocket motor cases for the Vega and Ariane 5 launch vehicles.



Roth Composite Machinery will be exhibiting its full line of composites equipment at CAMX 2016 (Sep. 26-29, Anaheim, CA) in booth T79.
|

|

|

|
Roth Composite Machinery’s unique winding and impregnation expertise The automated winding/wrapping systems feature movable platforms which enable continuous material flow and high efficiency. SOURCE: Roth Composite Machinery.
Automated Winding/Wrapping
The system developed with ENERCON exploits Roth Composite Machinery’s filament winding and impregnation expertise, alternately applying glass fiber fabrics and glass fiber rovings impregnated with epoxy resin. The reinforcement materials are impregnated and carried on movable platforms, enabling a nearly continuous material flow and high efficiency, important when manufacturing products of this size.
According to Roth Composite Machinery sales manager Dirk Fischer, his company has the unique ability to integrate two technologies into one machine concept: “It not only handles heavy mandrels — e.g., 30-80 metric tonnes — but also quickly impregnates and quickly applies both filament winding roving and woven fabrics.”
With a rail length of almost 50m, the system can produce components up to approximately 3m in diameter and 20m in length. The system builds local thickness where needed — for example, in flanges for joining the blade segments — and comprises the following:
- Drive stand for initiating the torque;
- Flexible tailstock for the fixture of different mandrel lengths;
- 3D-mandrel
- Movable platforms for resin impregnation and material application.
Roth Composite Machinery also supported ENERCON in concept planning and development of solutions to optimize production in the further processing steps of oven cure and demolding.

|

|
ENERCON began using segmented blades with its E-101 turbine (left) and has evolved the design through its 4 MW EP4 turbines (right). SOURCE: ENERCON.
Segmented Blades
ENERCON’s first use of a two-piece blade was with its 3.5 MW E-101 turbines. The smaller bolt-on section near the root acted as a spoiler, capturing additional lift. The longer E-115 blades are an evolution of that original E-101 design, as shown below, and use a patented joining method comprising both cross-sectional and longitudinal bolts.

ENERCON’s original segmented blades, the E-101 (top) and E-115 (bottom), were split longitudinally. SOURCE: Navigant Research.
ENERCON used traditional construction — resin infused halves bonded together — for the 44m outer segment and filament winding of epoxy-impregnated glass fiber fabric for the 12m long inner segment.
The automated wrapping process reduces material cost and production time while providing a higher-quality product thanks to the reliability and reproducibility of the process, as well as better working ergonomics. What is produced is actually the inner
segment’s load-bearing core or blank. In a second step, a prefabricated aerodynamic trailing edge — with ENERCON’s signature integrated spoiler, increasingly flattened for the common “flat back” airfoil — is bonded onto the blank to complete the inner blade segment.

|

|
E-115 inner blade being loaded at KTA facility (left) and E-126 inner blades assembled to hub (right). SOURCE: ENERCON and Navigant Research.
The longer E-126 blades are also segmented. Though they originally used steel for the inner blade, they also now feature an inner segment made with winding/wrapping and an outer made using the classic infused half-shell construction. Blades for the newest production turbine, the 4.2 MW E-141 again are made with this hybrid composite construction.
Opened in 2013, ENERCON’s blade production facility in Haren, Germany began testing of the automated winding/wrapping method in late 2015 and use of it to produce EP4 inner blades during summer 2016.

|

|
ENERCON’s optimized production at its Haren (left) and KTA (right) production facilities. SOURCE: ENERCON Windblatt magazine (left) and ON magazine (right).
Optimized Production
In its magazine Windblatt, ENERCON reports that this segmented blade and hybrid manufacturing approach achieves process-optimized production — reducing labor costs and increasing the precision bonding needed for the thick inner section — while simplifying transport logistics via shorter sections, especially in difficult terrain and inland space-constrained (e.g. forested) sites.
However, Roth Composite Machinery’s automated winding cells are just the latest of ENERCON’s efforts to optimize its wind blade production. “Our aim is to systematically streamline our production processes and improve efficiency,” says Jost Backhaus, managing director for ENERCON’s rotor blade production (quoted from Windblatt 03-2012). In a May 2014 Windpower Monthly article by Elize de Vries, Backhaus claimed the company’s KTA Kuststofftechnologie facility in Aurich, Germany was the world’s first rotor blade plant with continuous flow production, reducing cycle time from 10 days to 7-8 days, and enabling ENERCON to jump from 4-5 blades sets/week to 7-8 weekly shipsets.

SOURCE: ENERCON Windblatt magazine.
Blades are moved along the production line in mobile molds, with the following steps completed at set stations: lay glass fabrics, infuse with resin, install pre-made webs and spar boom, apply bonding agent, fold blade halves together and demold semi-finished bonded blade. While the blade is moved into the adjacent production bay, the molds returns to the beginning of the production line.
Spacing of where production occurs was also considered to optimize production logistics. “The objective here was to have short distances,” says Backhaus. Thus, fabrication of the spar webs, boom and other premade components was set up on an upper mezzanine and lowered directly into the molds by crane.
Many other production steps were automated, such as milling of the cross and longitudinal bolt holes in the blade flange for connecting the inner and outer segments. Both painting and application of adhesive to the blade shell halves and spar webs are completed robotically within mobile portals that easily accommodate variations in blade length.

Positioning robot at ENERCON’s KTA blade factory precisely places 45 layers of non-woven glass fabrics up to 45m in length into the spar mold for the E-101 rotor blades. SOURCE: ENERCON Windblatt.
Cutting and positioning of glass fabrics for the spar boom — the “backbone” of the rotor blade — are also done robotically. The machine cuts and places non-woven glass fabrics into the spar mold prior to infusion. The fabric webs are slit to width from large supply rolls and rerolled onto special transport drums. The positioning robot rolls out the slit webs, varying 11m to 45m in length for E-101 rotor blades, positioning them precisely and repeating until 45 layers have been stacked, which takes about three hours. The robot was developed in collaboration with wi2 technologies GmbH (Barßel – Harkebrügge, Germany) and has improved quality, almost eliminating technical errors and related time-intensive rework.







Related Content

Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read More
Infinite Composites: Type V tanks for space, hydrogen, automotive and more
After a decade of proving its linerless, weight-saving composite tanks with NASA and more than 30 aerospace companies, this CryoSphere pioneer is scaling for growth in commercial space and sustainable transportation on Earth.
Read More
Cryo-compressed hydrogen, the best solution for storage and refueling stations?
Cryomotive’s CRYOGAS solution claims the highest storage density, lowest refueling cost and widest operating range without H2 losses while using one-fifth the carbon fiber required in compressed gas tanks.
Read More
Plant tour: Middle River Aerostructure Systems, Baltimore, Md., U.S.
The historic Martin Aircraft factory is advancing digitized automation for more sustainable production of composite aerostructures.
Read MoreRead Next

“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More