
Chevy Volt battery pack: Rugged but precise
GM and partners engineer composites for this complex assembly with an accent on repeatability.
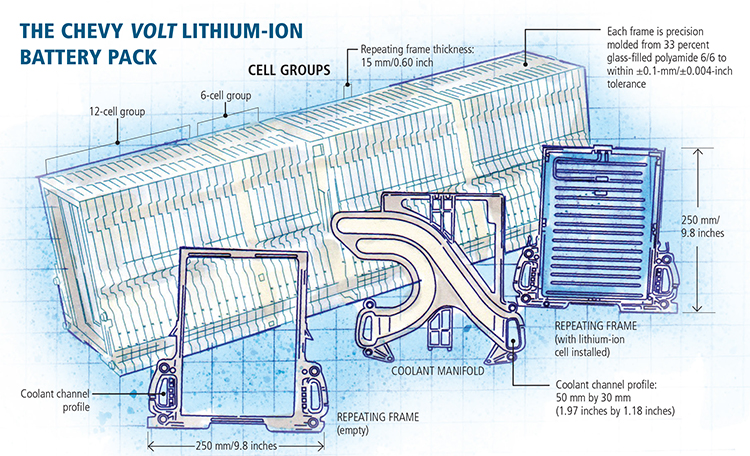
Illustration: Karl Reque
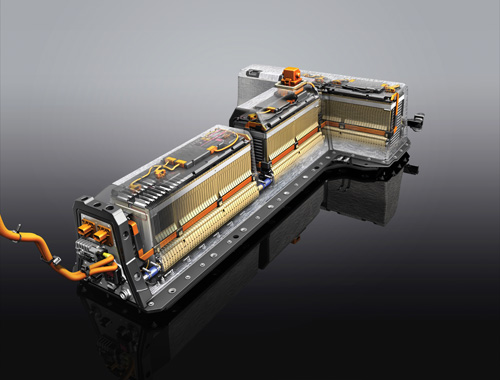
The hybrid-electric Chevy Volt (see next photo) is powered by this lithium-ion battery with a rechargeable energy storage system housed in a glass fiber-reinforced thermoplastic battery pack with integrated thermal management system. Comprising 135 repeating frames and 18 end frames, each molded from a composite, the pack is aligned, as shown, in the car: The front section rides inside the car’s center tunnel, with the top of the “T” beneath the back seats. Source: General Motors

The 2012 Chevy Volt. Source: General Motors

Pictured here is one of the three sections of the Volt battery pack (which can be recharged, see next photo) showing the assembled repeating frames and individually (left to right) an empty repeating frame, the coolant manifold and a repeating frame loaded with a lithium-ion battery cell. Both the repeating frames and coolant manifold are injection molded from a hydrolysis-resistant grade of 33 percent glass-filled Ultramid polyamide 6/6 from BASF. Source: BASF

A Chevy Volt connected for recharging. Source: General Motors



Engineering Challenge:
Design and build a battery pack with an integrated heating and cooling system that will be dimensionally precise and stable at a wide range of operating temperatures, yet rugged enough to withstand car underbody bumps and vibration.
Design Solution:
A system of glass-filled polyamide repeating frames, precision-molded to ±0.1-mm (±0.004-inch) tolerance, that when stacked and compressed form two continuous, leak-free coolant channels, one on each side of the stack, and support and fully enclose individual lithium-ion cells.
Despite lower-than-expected sales and a few production glitches, the Chevy Volt is one of General Motors’ (GM, Detroit, Mich.) marquee brands, emblematic of the company’s efforts to turn the corner financially and design and produce high-quality, fuel-efficient cars of the future. At the engineering heart of the Volt is a lithium-ion battery system that posed a serious challenge to those charged with designing its composite components.



The battery features 288 individual battery cells housed in a lightweight glass fiber-reinforced thermoplastic battery pack that incorporates an integral thermal management system. Enclosing the cells are 135 repeating frames, each approximately 250 mm wide and tall by 15 mm thick (9.8 inches square by 0.60 inch thick), and 18 similarly sized end frames (see diagram). Each repeating frame holds two lithium-ion cells, one on each side, separated by a layer of insulating foam. The end frames each hold one cell, and a metal plate is inserted into the center of the frame to fill and seal its open area.
The assembled battery pack is T-shaped: 1,600 mm long by 900 mm wide at the top of the T (63 inches by 35.4 inches); it narrows to 400 mm/15.75 inches wide to fit within the Volt’s underbody tunnel, with a height throughout of about 300 mm/11.81 inches. It is grouped into three subsections. Each is built up from a fundamental unit called a cell group, which comprises three lithium-ion cells connected in parallel. Section 1 is made up of one six-cell group module plus two 12-cell group modules, for a total of 90 cells. Section 2 contains two 12-cell group modules, totaling 72 cells. Section 3 features one six-cell group module plus three 12-cell group modules, for a total of 126 cells.
Collaboration vs. complexity
Craig Kollar, General Motors’ engineering group manager for cell release, says the complex battery pack — essentially an underbody part — had to meet exacting requirements for dimensional stability and robust durability. This dual demand tested the skill sets of GM’s partners in the project, material supplier BASF (Ludwigshafen, Germany), molder MANN+HUMMEL (Portage, Mich.) and Canadian toolmaker Omega Corp. (Old Castle, Ontario). “This was a design that pushed the edge, and we needed buy-in from everyone to get there,” Kollar recalls. “We put a team together committed to best practices and system solutions.”
The key engineering challenge was to design and produce composite frames that, when stacked in the pack assembly, would form a finished structure within acceptable dimensional tolerances. Each frame’s dimensional precision would have to approach that of a machined part, yet it needed to be achieved in an injection molding process. Another challenge was the design of an integrated cooling and heating system that would keep the battery operating safely and at peak efficiency. Attaining these goals was no small feat.
Toward those ends, a team headed by GM account manager Steven Van Loozen evaluated the structural performance of several molding materials, based on GM’s battery pack CAD model. Based on results obtained with Dassault Systèmes’ (Vélizy-Villacoublay, France) Abaqus FEA simulation tools, BASF recommended that end and repeating frames be injection molded from its Ultramid 1503-2F, a hydrolysis-resistant, 33 percent glass-filled polyamide 6/6. Van Loozen says the Ultramid grade selected for the battery pack “is not exceedingly exotic,” noting that the material has been used in radiator end tank and other auto applications for some time.
The 1503-2F’s most crucial properties are its dimensional stability and compression strength, says Van Loozen: “To understand how the material responded dimensionally across the operating temperature range was critical to ensuring the material would perform [its] role … in the stack ups.” Further, the compound demonstrated lot-to-lot consistency, a prerequisite to dimensional repeatability. And its demonstrated compressive strength would be key when, during pack assembly, four clamping bolts were inserted through the bottom sections of the end and repeating frames and were tightened, locking the frames together.
These resin characteristics also were critical to the proper operation of the thermal management system’s two coolant channels. The channels are approximately 50 mm by 30 mm (1.97 inches by 1.18 inches) and are molded into opposite sides of each frame. Two press-in-place EPDM seals, front and back, provide a sealing surface for each channel. In operation, a 50/50 mix of ethylene glycol and deionized water is distributed from the outlet of the coolant manifold (also made from Ultramid 1503-2F) into the coolant channels. The coolant system, along with an internal heater for winter driving, is designed to maintain the temperature between -13°F and 122°F (-25°C and 50°C), the range within which the battery is optimally efficient. (Although the battery can perform outside the range, it does so with decreased efficiency, which results in fewer miles travelled between battery charges.) Any “give” in the molded compound could cause, among other problems, leaks in the sealed areas of the coolant channels.
To optimize the compound’s molded performance, Mike Ternes, MANN+HUMMEL’s director of business development, reports that his team used Moldflow software (Moldflow Corp., Wayland, Mass.) to run multiple mold-fill simulations in an effort to eliminate potential knit lines and optimize gate locations. The part’s wall thickness varies, so the challenge was to ensure a uniform fill rate. This was especially important because uniform filling and cooling are essential to the part’s dimensional stability. The molder also worked with GM engineers, using a variety of analytical tools to tweak final part specifications and identify areas where strict adherence to tolerances was necessary and other areas where they could be slightly looser.
Consistent, repeatable frames
Armed with a design and a compatible molding compound, the collaborators found that the transition from design to prototype to production also posed challenges.
During the prototype development phase, all parts were made with a single two-cavity tool, and the stack assembly process was “tuned” to the variation within these two parts. Dimensional analysis of the prototype molds was conducted with the aid of an ATOS Triple Scan optical 3-D digitizing scanner equipped for blue light scanning (blue light permits accurate measurements regardless of ambient light conditions), supplied by Capture 3D (Costa Mesa, Calif.) and developed by GOM mbH (Braunschweig, Germany). Scanner feedback guided development of the multicavity production molds, optimizing dimensional results while eliminating tuning loops.
Ternes says that as production tools were scaled up, the potential for part-to-part variation grew as their numbers increased. Although each tool cavity’s shape was produced within the required tolerance (±0.1 mm/±0.004 inch), a stack of frames from tools whose dimensions skewed toward either limit of the tolerance range could result in undesirable variation in the assembled pack. In one case, a pack was assembled from frames sized at the low end of the range, resulting in enough extra space between frames that the assembly could not be compressed properly by the through bolts. Consequently, as additional tooling was phased in, tooling qualification results were melded with production procedures to ensure each battery pack assembly’s combined frames resulted in an acceptable overall stack length.
“The way the stack is built, we may have 24 different cavities that produce the same part,” Ternes notes. “Holding these tight tolerances is critical for ensuring all the coolant channels line up and maintaining proper compression. To do that we have to be totally consistent in the way we make the part.”
Ternes reports that several design of experiment (DOE) trials were conducted during development. One involved brass compression limiters that are inserted at several locations along the frame edges to serve as solid, metallic compression surfaces when the frames are stacked and compressed. Prior to insertion, the limiters are preheated to a specified range, which melts the plastic and allows the part to be inserted into the frame quickly. During battery pack build, however, some of the limiters were compressed and caused unacceptable variation in overall pack length. The DOE uncovered the problem: during the preheat, the inserts were being annealed, which reduced their hardness values. The team subsequently discovered that maintaining preheat temperature within a tighter range would prevent the problem.
Another DOE, during MANN+HUMMEL’s injection molding trials for the frames, revealed part-to-part variation that could impact overall pack length. The trial measured dimensional stability as a function of a number of injection molding variables and found that variations in mold cavity pressure were the culprit. “It is related to the packing pressure,” Ternes notes, “and the DOE showed if we were under or over pressure even a tiny amount, we’d have issues.”
As a corrective measure, closed-loop cavity pressure process controls were installed in all MANN+HUMMEL injection molds, with closed loop feedback to the injection molding machines. The system now monitors the cavity pressure of each shot, compares it to the specification and shuts down the press if an unacceptable variation is measured.
Going forward
Designed and produced on a learning curve that should be applicable to future car lines, the Chevy Volt battery pack represents an all-out engineering blitz on product and process variation. Getting there required a blend of skilled up-front design and planning and on-the-fly problem solving. And the result? It certainly impressed other engineers. The design topped all contenders in the Powertrain category at the Society of Plastics Engineers (SPE) 2011 Automotive Innovation Awards competition.
















Related Content

Plant tour: Teijin Carbon America Inc., Greenwood, S.C., U.S.
In 2018, Teijin broke ground on a facility that is reportedly the largest capacity carbon fiber line currently in existence. The line has been fully functional for nearly two years and has plenty of room for expansion.
Read More
Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read More
Bio-based acrylonitrile for carbon fiber manufacture
The quest for a sustainable source of acrylonitrile for carbon fiber manufacture has made the leap from the lab to the market.
Read MoreRead Next

Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More