
Forged composites replace complex metal parts
Powerhouse manufacturer’s high-pressure compression molding process forms prepregged CFRP components with forged-metal properties.


HANS (head and neck support devices) for motorsports drivers exemplify the complex parts Duqueine can “stamp,” using the MFP process. Source: Duqueine

Duqueine is an established supplier of composite aircraft and aerospace structures, such as this large radio telescope dish for Thales Alenia Space. Souce: Duqueine
Step 1: The part and mold are designed and materials tested for flow to meet specified properties. Source: Duqueine
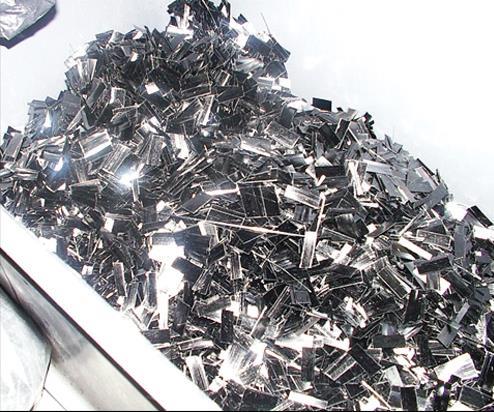
Step 2: Thermoset or thermoplastic prepreg is cut into bundles or “beams” and then processed into a premix. (Shiny appearance is due to lighting angle.) Source: Duqueine

Step 3: The premix is then cut into a preform. Source: Duqueine

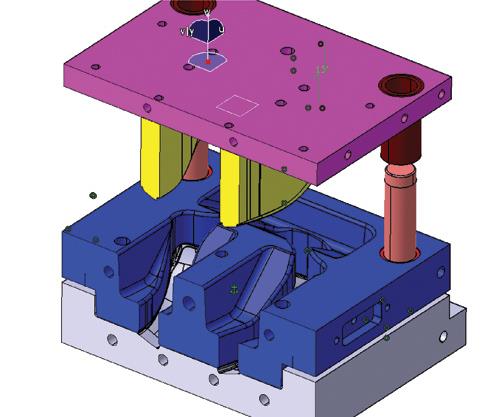
Step 4: The preform is placed into the matched metal mold (in this case, bell-shaped adjusters used in Thales Alenia radar units). Source: Duqueine

Step 5: The mold is closed and temperature and pressure are applied to cure the part. Source: Duqueine

Step 6: The finished, net-shape part is removed from the mold. Source: Duqueine



Brothers Gilles and Vincent Duqueine began their careers as composites mavericks by pioneering the use of a CFRP monocoque body/chassis in place of previous tubular frame designs in Formula 3 (F3) open-wheeled racecars. Although they parted ways in the 1980s, both continued as innovators in composites manufacturing, ultimately putting together vastly different enterprises. Vincent formed Carbone Forgé (Lentilly, France), which focuses on high-pressure molding of net-shape complex and hollow parts, including a proprietary “fusible core” washout mandrel technology (see the “Forging variations” sidebar below). Meanwhile, Gilles built the Massieux, France-based Duqueine Group, which has become a composites manufacturing powerhouse.
With an annual turnover of €45 million ($58.9 million USD) in 2010, Duqueine employs more than 600 people, including as many as 80 engineers, at its 28,000m2 (300,000-ft2) of production and R&D facilities spanning five worldwide sites: Duqueine Rhône-Alpes (headquarters in Massieux and Reyrieux, France), Duqueine Atlantique (Nantes, France), Duqueine Romania (Timisoara, Romania) and, scheduled to open this year, Duqueine Mexico (Quérétaro, Mexico).



Accomplished in a variety of composites processes, including hand layup, semi-automated layup, resin transfer molding (RTM) and infusion molding, Duqueine has progressed from a Tier 3 to a Tier 1 supplier to Dassault Aviation (Paris, France), EADS Sogerma (Rochefort, France) and Safran Group (Paris, France). It recently won three large work packages for the Airbus A350 XWB — including fuselage frames, window frames and engine air-intake panels — and reportedly leads the world in carbon fiber-reinforced plastic (CFRP) bicycle wheels, producing 40,000 per year for parts manufacturer and Tour de France partner Mavic (Annecy, France). Duqueine also is an established supplier of aircraft interior subassemblies and ducting; industrial structures, such as large radio telescope dishes for Thales Alenia Space (Cannes, France); and head and neck support (HANS) devices.
Now compulsory for most motorsports, including NASCAR, CART and Formula 1, a HANS device is worn by race car drivers to reduce the risk of head and neck injuries, such as basilar skull fracture, during a crash. It features a U-shaped neck support that sits at the back and base of the skull, with two arms that curve over the shoulders and lie flat along the pectoral muscles of the chest, all formed as one piece. HANS structures, made primarily from CFRP, are one example of a growing number of unusually shaped parts Duqueine is making using its counterpart to Carbone Forgé’s high-pressure molding process. Called the MFP process, the patented method of “forging” net-shape parts from “prepreg bundles” was developed over a decade to duplicate in reinforced plastics parts that previously had been forged from metals.
HANS structures are in demand. The unit volume is fairly high, from 10,000 to 16,000 per year. This, along with its recursive shape, scalable section and high property requirements, makes it an ideal part for MFP manufacturing. According to Jérôme Aubry, VP/business development manager for Duqueine, “We have a range of HANS parts made from classic prepreg using special inflatable mandrel technology, and then also another range made with MFP.” He adds, “MFP allows us to achieve high-series and low-cost production while maintaining exacting property specifications.”
Forging composites
The basic technology involves compression stamping preforms that are made from random bundles of chopped thermoset or thermoplastic prepreg. “The main advantage of MFP is that labor is reduced to almost nothing,” explains Aubry. “You put material into the mold, close the mold and produce a finished part.” This is one factor in MFP’s ability to reduce a composite part’s price by up to 30 percent without sacrificing mechanical properties. There is also no waste of raw material, which is significant because CFRP raw material is expensive.
“We put 100 percent of the material into the mold,” says Aubry. “With normal prepreg manufacturing methods, you can reach 20 percent of raw material as waste due to cutting.” Because MFP is basically compression molding, it inherently has the ability to manufacture net shapes, with no further trimming, which also drastically drops labor and cost. “With MFP, we are able to manufacture complex shapes not possible with traditional prepreg,” Aubry relates. “Also, inside the mold, you can have finish on all of the surfaces for a given part.”
However, the tradeoff is the upfront investment required to accurately design and fabricate the mold. Says Aubry, “The key aspect to the process is to understand the flow of raw material for each type of resin and fiber, and to specify the temperature, pressure and speed to optimize this.” He adds, “When we make flow operations, we have to take care to ensure the proper percentage of resin to fiber [fiber volume]. This is a key parameter of our initial design work and is partly determined by the shape of the part and partly by the type of raw material and its flow behavior.” Aubry adds that MFP consistently produces very good resin-to-fiber distribution, even when part shapes are complex, and he claims that the process can also handle variations in thickness without any extrusion of resin from the parts.
Using a variety of raw materials, Duqueine has used MFP to produce part types as diverse as bicycle cranks, the block door island for the Airbus A340, the bell base for Thales antennae and parts for medical and railway applications. The company has developed MFP design and processing expertise not only with traditional thermoset resins, but also thermoplastics, including polyamide (PA12), polyphenylene sulfide (PPS), polyetherimide (PEI) and polyetheretherketone) PEEK.
This great variety is possible because the prepreg used for MFP is first cut into bundles, ranging in size from approximately 50 mm by 8 mm (2 inches by 0.3 inch) to as little as 25 mm by 8 mm (1 inch by 0.3 inch) for very small parts. The bundles are what permit deformation and material flow in the mold. “The raw material must follow the shape of the part in the mold,” Aubry explains. “This makes the part much more similar to forged metal parts vs. cutting prepreg to form a part, which results in a weaker structure.” He continues, “The overall mechanical properties we can achieve are thus improved for parts with complex geometry.”
Producing a HANS device
After the HANS part and its mold have been designed, using CATIA V5 R18 supplied by Dassault Systèmes (Paris, France), the process is optimized for the resin and fiber combination. Duqueine then prepares the part preform. Aubry says, “We buy prepreg and cut it to make the premix and preforms, or we can buy HexMC.” The latter is a high-performance sheet molding compound made by Hexcel (Stamford, Conn., and Lyon, France) from 50-mm/2-inch long carbon fibers in a matrix of 250°F/120°C-cure epoxy resin. Hexcel has one grade for industrial applications and another for aerospace. Duqueine is familiar with both, having worked with Hexcel on a wide variety of applications for more than 10 years. For non-HexMC materials, two cutting machines, adjustable to the size of bundles, cut the thermoset or thermoplastic prepregs. “We do cut the HexMC, but only to produce the preform [shape],” Aubry notes. “It is not necessary to cut it into bundles because that has already been done.”
Depending on the part shape, the cut prepreg bundles are either manually layed into preforms or formed using a semi-automated process. The part preform is then placed into the mold, and temperature and pressure are applied to achieve cure. The temperature is typically the same as that used for aerospace-grade CFRP prepregs, roughly 120°C to 180°C (250°F to 350°F). However, much more pressure is applied than is typically used in an autoclave, which helps to produce parts without porosity. “Though the pressure depends on the geometry, we generally work with a pressure of 100 bar [1,450 psi] on the material,” says Aubry. Parts usually cure within 15 minutes (for industrial applications), depending on their thickness, and require no further trimming. The type of press used depends on the geometry of the part, ranging from 30 to 300 tons, which allows Duqueine to produce parts up to 0.5m2/5.4 ft2.
Future directions
MFP is the manufacturing weapon for Duqueine’s latest target: replacing complex metallic structures with composites that approach the high physical properties and precision of forged metal, but with the low unit cost of compression molding.
Applications in MFP’s crosshairs are aerospace parts, including aircraft seat fixations, or attachment rails — which are currently machined aluminum — and other aluminum or titanium seat parts such as handles, elbow rests and brackets. Their complex geometry makes them difficult to make in prepreg, but they are high in volume. The investment in the matched metal mold is justified by the greater volume. The material used is typically steel (e.g., 40CMD8, a hardened French alloy tool steel) to ensure sufficient resistance to the high compression pressures.
According to Aubry, “MFP also reduces the weight of the parts because we produce the same mechanical properties, keeping the same shape as the original aluminum.” The MFP part retains the same volume, but at a lower density — the density of aluminum is 2.6 to 2.7g/cm3 (0.09 to 0.1 lb/in3), and the density of CFRP using MFP is 1.6g/cm3 (0.06 lb/in3). Mass reduction is one of the principle drivers behind the use of the MFP process. Reportedly, MFP also is well suited for parts like clips, and it can make shapes with evolutions of sections (e.g., a box beam that “evolves” into a curved or tapered section), which are not easily reproduced in autoclaved prepreg.
However, the process is not well suited for CFRP fuselage frames. “We are manufacturing fuselage frames for the A350,” says Aubry, “and [standard] prepreg is well adapted to these because of the long length of the parts.” Clips can pose a problem, however; there may be 6,000 per plane, but there also could be 5,000 part reference numbers. In other words, there is no single clip produced at high volume, but rather a great number of unique parts. The cost of the MFP mold is difficult to justify for a few of each type of clip.
Duqueine already has developed expertise in the aircraft seating sector. using more traditional processes, and has produced roughly 700 composite seat shells, thus far. The company also is working on other programs with EADS Sogerma for the Airbus A380. Duqueine is quite comfortable with the seating supply chain’s tight product specifications and timelines, delivering one seat part — from design to full-scale production — within eight months. MFP, the company says, will give the company increased capabilities in seat-part production and will do much to help Duqueine meet seat cost targets as well.
Currently Lyon, France, is the center of MFP technology, but Duqueine hopes to develop programs that will enable the company to extend MFP capability to its newest 3,000m2 (32,300-ft2) production facility in Mexico, which is scheduled to come online this year. Gilles Duqueine explains that the Mexico MFP operation will help the company avoid a too-heavy reliance on any one market or single client, adding that the Mexico operation will be exclusively dedicated to the markets of the Americas and capable of both design and fabrication of composite parts and subassemblies.














Related Content

SMC composites progress BinC solar electric vehicles
In an interview with one of Aptera’s co-founders, CW sheds light on the inspiration behind the crowd-funded solar electric vehicle, its body in carbon (BinC) and how composite materials are playing a role in its design.
Read More
SMC simulation tool enhances design optimization
CAMX 2023: FiRMA, Engenuity’s new approach to SMC, uses a predictive technique that accurately reflects material properties and determine the performance range an SMC part or structure will exhibit.
Read More
Aptera joins forces with C.P.C. Group to accelerate solar EV production
Specialized composite bodies are being produced in Modena, Italy, for Aptera’s BinC vehicle, enabling eventual manufacturing ramp-up of 40 vehicles/day to meet demand targets.
Read More
Graphene-enhanced SMC boosts molded component properties
CAMX 2023: Commercially sold GrapheneBlack SMC from NanoXplore increases part strength, stiffness and provides other benefits for transportation, renewable energy, energy storage and industrial markets.
Read MoreRead Next

“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More