
Infusion of aerostructures: Doubling down on the details
For this carbon-fiber composite manufacturer, little things make big differences in a not-quite-new but still novel double-bag infusion technique.

Carbon Fiber Composites Inc. (CFC, Hurricane, W. Va.) molds this cowling for the Wittman Tailwind, a still popular plans-only — and at one time, all wood-and-fabric — kit plane for which composite parts are now available. Source: Carbon Fiber Composites Inc.

Step 1: The cowling mold is prepared with four coats of Sealer GP and four to six coats of Flex-Z 5.0 high-slip mold release, both supplied by Zyvax Inc. (Ellijay, Ga.). Source: Carbon Fiber Composites Inc.

Step 2: Four layers of 6-oz plain-weave 3K carbon fiber fabric are cut and laid into the bottom, front and sides of the mold. Source: Carbon Fiber Composites Inc.

Step 3: A peel ply is laid over the carbon fiber and taped to the flange of the mold. Note the use of two rows of tape for the two bags. Source: Carbon Fiber Composites Inc.

Step 4: Two vacuum tubes are attached to the front of the mold. The main vacuum line is connected to a manifold that permits the operator to alternate vacuum control between two different pumps, a dry pump capable of drawing 26 inches/Hg of vacuum, and a wet pump capable of 29.5 inches/Hg of vacuum. A perimeter layer of CoreMat nonwoven polyester functions as a breather and a dam to prevent resin being sucked out of the line before all the air is removed. Source: Carbon Fiber Composites Inc.
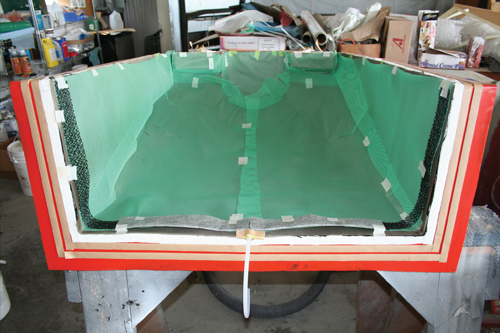
Step 5: This view shows the light nylon mesh flow media that was laid over the peel ply to ensure smooth flow of the resin into the laminate. Source: Carbon Fiber Composites Inc.

Step 6: The inner or first bag in place. Operators lay an excess of bag so that all the energy of the vacuum is being used to compress the laminate. Source: Carbon Fiber Composites Inc.

Step 7: A vacuum of 29.5 inches/Hg is drawn with the wet pump and held on the inner bag for 45 minutes to degas and compress the laminate. Source: Carbon Fiber Composites Inc.
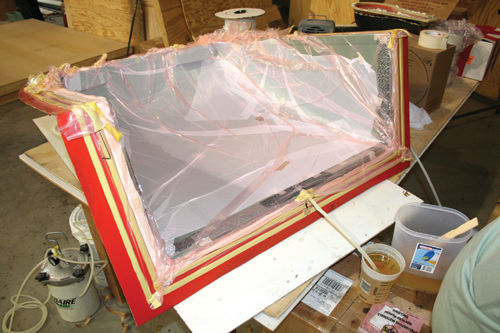
Step 8: The second bag is taped in place and the mold is ready to be infused. During infusion operators hold about 20 inches/Hg of vacuum on the inner bag and about 29.5 inches/Hg of vacuum on the top bag. Source: Carbon Fiber Composites Inc.

Step 9: After bags are leak checked, operators switch to the dry pump for the inner bag only and bleed pressure down to 20 inches/Hg while pulling 29.5 inches/Hg with the wet pump on the outer bag. Infusion is started and can be seen at the upper right. Source: Carbon Fiber Composites Inc.

Step 10: The demolded part, shown here after trimming with a diamond wheel, is ready for shipment. Source: Carbon Fiber Composites


Developed more than 20 years ago in separate but roughly contemporary efforts by NASA, a number of aerospace companies and independent consultants, double vacuum bagging in various guises has produced lighter, stronger parts compared to those made by single vacuum bag infusion, wet layup and other methods (see “Double-bag infusion: 70% fiber volume?” under "Editor's Picks," at top right). Infusing an aircraft part using double-bagging requires robust mold preparation and careful control of processing parameters, proponents say. But done correctly, the process pays off in parts that are as much as 50 percent lighter than the same parts made via other molding methods.
In pursuit of similar results during the past two years, Brian Alley, president of Carbon Fiber Composites Inc. (CFC, Hurricane, W. Va.), has transitioned all his production from wet layup to a double-bag process pioneered by Russell Emanis, now co-owner of Dyna Max Composites (Huntersville, N.C.). Alley now uses it to mold aftermarket aircraft parts, including a carbon fiber engine cowling for the vintage Wittman Tailwind kit plane, designed in wood and fabric by the late, legendary air race pilot and Oshkosh Fly-in cofounder Sylvester Wittman and now marketed, plans-only, by Aircraft Spruce (Corona, Calif.). Because kits aren’t available, kitbuilders often rely on suppliers such as CFC to provide the parts.



New process, new wrinkles
CFC molded the composite cowling for 11 years using open-mold wet layup. About a year ago, Alley converted the cowling to double-bag infusion after searching for an alternative to wet layup out of concern about the possible health effects of long-term exposure to open molding. But his first attempts to manufacture parts via double-bag infusion did not go well.
“It was mostly inexperience with the process,” Alley says. “I was infusing with too much pressure, which caused the resin to foam and appear to look like a leak.” He learned that and other valuable process ins and outs when he was introduced to Emanis, who helped him work the wrinkles out of the procedure. Alley is now a passionate advocate for the process. One reason is that, while converting the cowling from wet layup to double-bagging, Alley found that part weight was reduced from 18 lb (about 8.2 kg) to less than 10 lb (4.5 kg). “The ability of this double-bag ... process to consistently produce parts with 70 percent fiber volume fractions has been independently tested and confirmed,” Alley adds. “The best you can get with single-bagging is 50 to 60 percent, if you’re lucky.”
The Tailwind’s cowling is approximately 38 inches/965 mm wide by 38 inches/965 mm long by 12 inches/305 mm high at the front, expanding to 18 inches/457 mm high at the rear. The part evolved from a previous glass/vinyl ester cowling that Alley used on a kit plane he built for himself. To make the plugs for the molds of the Tailwind cowling, Alley modified a fiberglass cowling he had molded for his kit plane. The cowling’s upper and lower portions were fused to make a single plug, and a scribe line was etched along the middle on both sides to serve as a parting line. The reworked design corrected a dissymmetry between the left and right air intake vents, and the diameter of the opening was increased to accommodate 12-inch/305-mm diameter propeller spinners. The part-turned-plug was surfaced with a polyester gel coat supplied by U.S. Composites (West Palm Beach, Fla.), wet sanded with 1,000 grit paper, polished and then waxed.
The molds were pulled from the plug: Two coats of polyester tooling gel coat were sprayed on the prepped plug, each 0.014 inch/0.36 mm thick. The cured gel coat was backed with two layers of 3- to 6-oz glass mat and then wet laid with polyester for a total mold thickness of 0.125 to 0.375 inch (3.18 to 9.53 mm).
Alley reports that a key breakthrough was finding an epoxy resin that would cost-effectively provide the required stiffness. Most of the infusion-grade epoxies Alley trialed produced parts with a soft, rubber-like quality out of the mold. They necessitated an oven postcure at elevated temperature to harden. At a suggestion from Emanis, Alley tested a low-viscosity, two-part epoxy formulated by Endurance Technologies (South St. Paul, Minn.) and achieved the desired mechanical properties with an in-mold, room-temperature cure. Endurance 4218A/4286B, has a viscosity of 250 to 270 cps and was supplied by Dyna Max Composites.
Better process? Better prep!
Double-bagging required adjustments in every stage of the molding cycle. When the cowling was wet laid, for example, the mold prep entailed just four to six applications of wax-based mold release. But successful infusion of the low-viscosity epoxy requires a more robust system. Alley reports learning this the hard way when the epoxy penetrated the wax and bonded to the tool surface, destroying the mold. Technicians now guard against this possibility, first applying four coats of Zyvax (Ellijay, Ga.) Sealer GP, allowing 15 minutes of drying time between each coat. The sealer, a high-modulus, clear, flexible film with strong substrate adhesion, forms a protective barrier. Then the mold is prepped with four to six coats of Zyvax Flex-Z 5.0 high-slip mold release. Each coat is buffed, and there is a 15-minute wait time between coats. Thirty minutes after the last layer is applied, the mold is ready for production, with an extremely slick surface that frees the cured part from the almost vertical tool walls during demolding.
To keep the layed fabric in place and avoid bridging, Alley coats the mold with Zyvax StayZ tackifier. The aerosol product is sprayed onto the mold in a single layer. Then four plies of 6-oz plain-weave 3K carbon fiber fabric are layed up. Alley buys the carbon fiber from multiple sources, noting that price is the primary criterion in his selection of material. “A cowling is more like a fairing in that there is no structural loading on the part. You just want a light, stiff part.”
Prior to bagging, operators spread a Teflon-coated 1.4-oz Dacron peel-ply fabric, supplied by Airtech Advanced Materials Group (Huntington Beach, Calif.), over the carbon fiber plies. This is followed by flow media — typically a light nylon mesh — that maintains a gap between between the bag and the laminate stack to ensure smooth resin flow.
Emanis also suggested that Alley use a layer of CoreMat from U.S. Composites, instead of conventional spiral wrap, as a breather around the bag perimeter. Because it is a nonwoven polyester with embedded microspheres, CoreMat does not infuse well; in fact, it acts as a dam, preventing resin from entering the vacuum line before all the air is removed.
CFC uses common nylon vacuum bag material supplied by Airtech and others. When the first bag is laid in place and secured with tacking tape, Alley says he prefers to use a surplus of bagging film and doesn’t worry about wrinkles. “I don’t want the bag to have to stretch, because that is energy the vacuum has to overcome,” he explains. “I want all the energy to go into debulking the laminate.”
Two bags, two pumps
Two pumps are plumbed to a manifold: a wet pump capable of pulling a vacuum to 29.5 inches/Hg (14.49 psi/1 bar) and a dry pump that can pull 26 inches/Hg (12.77 psi/0.88 bar). Alley reports that the system precisely controls the sequence of evacuation and evacuation pressures on both bags with a series of ball valves on the manifold.
After the inner bag is in place, operators open the valve on the dry pump and evacuate the bag to 26 inches/Hg in less than 40 seconds. Alley says he uses the dry pump here because “it can move a massive amount of air.” The valve to the dry pump is then shut, and the operator watches the pressure gauge to check for leaks. If the inner bag is leak-free, the wet pump valve is opened and the inner bag is evacuated to 29.5 inches/Hg in 20 to 30 seconds. The valve stays open, and the bag pressure on the bag is held for ~45 minutes to degas and consolidate the dry laminate. When a leak-free bag is again confirmed, a layer of fine-mesh cloth, similar to that used for sheer window curtains, is placed over the top of the inner bag as a breather, the outer bag is taped into place, and a separate vacuum line is attached to the outer bag. The operator uses the wet pump to pull a full vacuum (29.5 inches/Hg) on the second bag, then “valves off” and checks for leaks. Then the dry pump pressure on the inner bag is bled down to about 20 inches/Hg (9.82 psi/0.68 bar), and infusion is started.
The pressure differential between the bags is the critical process feature: “During infusion, as the resin flows through the mold, everything behind the fluid front has lost vacuum,” Alley explains. During debulking, the compaction of the laminate stores energy that is released when the vacuum is removed as the flow front passes. The compressed reinforcement, he continues, “is going to want to spring back, which creates more room for resin uptake. The second bag is not affected by this fluid dynamic,” he points out, “and it retains the full compaction on the laminate, which is why we are able to take 50 percent of the weight out ....”
In the Emanis system, the epoxy is automatically mixed in the proper ratio prior to infusion. The two-part Endurance system used for the cowling is a non-critical-ratio epoxy, which means that its viscosity can be manipulated in exchange for longer pot life. Alley typically mixes it in a resin/hardener ratio of 4:1, but pot life can be extended further with a 5:1 ratio, without significantly degrading the part’s mechanical properties.
Complete wetout normally takes 15 to 18 minutes. Vacuums of 20 inches/Hg on the inner bag and 29.5 inches/HG on the outer bag are maintained until the part is fully cured (5 to 6 hours). At an ambient temperature of 80°F to 90°F (26°C to 32°C), exotherm of the cure is ~125°F/~51.7°C. After it is trimmed with a diamond cutting wheel, the demolded part is ready for shipment.
Small success, large future
CFC molds 6 to 12 cowlings a year for the Tailwind. Not a huge moneymaker, it plays an invaluable dual role, Alley says, as the training ground for his crew and a double-bagging showcase for visiting prospective customers. In that role, the part is already paying handsome dividends in the form of two major new production contracts (see the sidebar titled, "Double-bag infusion attracts new customers" at the end of this article or select it's title under "Editor's Picks"). Having mastered the technique’s smaller details, Alley’s team is ready to produce parts in significantly larger quantities.










Related Content

Composite resins price change report
CW’s running summary of resin price change announcements from major material suppliers that serve the composites manufacturing industry.
Read More
Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read More
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read More
Braskem demonstrates PP solutions using Weav3D composite lattice technology
Partnership combines Braskem’s polypropylene sheets with Weav3D Rebar for Plastics technology to address new structural, automotive applications requiring high-strength, lightweight material solutions.
Read MoreRead Next

Double-bag infusion: 70% fiber volume?
A double vacuum-bag system and tight process control enable repeatable fiber volumes of 60 to 70 percent and improves consistency of infused laminates.
Read More
VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More