
PEEK or PEKK in future TPC aerostructures?
Which is better for in-situ consolidated thermoplastic composite primary structures? Materials play a part as to whether a one-step or two-step process will prevail.

Share



Which is better for the in-situ consolidation (ISC) of thermoplastic composite (TPC) tapes being developed for the production of primary aircraft structures, polyetheretherketone (PEEK) or polyetherketoneketone (PEKK)? This sidebar presents the PEEK vs. PEKK debate that is part of the larger discussion as to whether ISC as a truly one-step, out of autoclave (OOA) process can meet the cost and production rate goals for future aircraft production — that is 60-70 aircraft/month for an A320 neo type single-aisle jetliner. The alternative is to use two steps: layup of thermoplastic composite tapes via automated fiber placement (AFP) and then consolidate in an autoclave or heated press. See “Consolidating thermoplastic composite aerostructures in place, Part 1” and “Part 2” for more details.(Also see Jeff Sloan’s recent feature article on thermoplastic tapes.)
Both PEEK and PEKK are members of the broader polyaryletherketone (PAEK) family, often referred to as polyketones. “PEKK looks a lot like PEEK, and its crystallization behavior is similar, but its processing temp is 375°C vs. 385°C for PEEK,” says Henri de Vries, senior scientist, composites, in the Structures Technology Dept. at the Netherlands Aerospace Centre (NLR, Amsterdam). NLR and GKN Aerospace’s (Redditch, UK) Fokker business (Papendrecht and Hoogeveen, The Netherlands) have pioneered many TPC technologies in the TAPAS 1 and TAPAS 2 programs, including a 12m span torsion box and most recently a 6m long, 28mm thick CF/PEKK engine pylon upper spar made using AFP but consolidated in an autoclave. (See “Thermoplastic composite demonstrators — EU roadmap for future airframes”).



De Vries sees PEKK as more amenable for AFP, “because the process window is wider. You have to be at 385-390°C for PEEK — so processing at 360°C is not ideal. However, with PEKK, processing is quite good even at 355°C. So not only is your lower boundary lower, but you get just a little more time before the material sets so the total time that it’s in the melt is a little longer, hence better consolidation.”
De Vries adds that PEKK is interesting for press forming, the faster option for consolidation in a second step vs. vacuum bagging and cycling in an autoclave. “The older grades of PEKK (DS) were too slow for press forming but the newer grades (FC) are better and also cheaper than PEEK.”
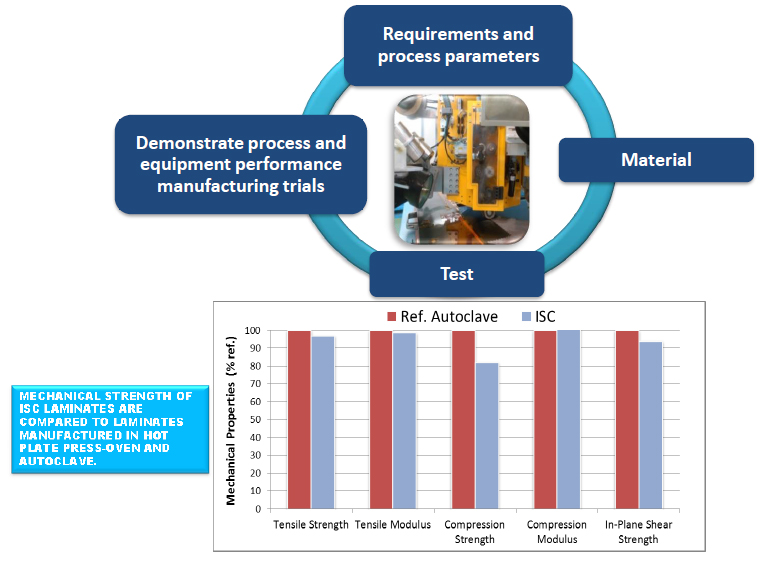
FIDAMC is developing process knowledge with PEKK and PEEK as it evaluates the mechanical performance of TPC structures made using in-situ consolidation (ISC, shown in blue) vs. those consolidated in a second autoclave step (shown in red).
“PEKK is currently less expensive,” says Fernando Rodriguez, head of Process Development & Laboratories for FIDAMC (Getafe, Spain), a leader in ISC primary structures in collaboration with Airbus and AFP equipment supplier MTorres. However, there has been discussion from Solvay regarding a potential decrease in PEEK pricing to compete. There is also discussion that Airbus intends to use PEEK for wing structures and PEKK for thicker fuselage structures. “For us, PEEK and PEKK have more or less the same mechanical properties, and though PEKK has a slightly lower melt temperature, we have a 10-year history with PEEK and well-defined process parameters.” Rodriguez notes that FIDAMC has already completed some light qualification with PEEK in wing structures. “With PEKK, there is still much work to do for defining the optimum process window. And now there is PAEK from Victrex, with a 340°C process temperature.” [Editor’s note: In previous CW articles, Victrex PAEK AE250 has a melt temperature of 305ºC]. Rodriguez adds, “to us, 340°C or 350°C is the same as 400°C with respect to tools, ovens, etc. Which material to use and where is up to Airbus, as is which process to use — one-step versus two.”
Automated Dynamics (Niskayuna, NY, US, now part of Trelleborg Group, Trelleborg, Sweden) is even more material agnostic. “We process almost every type of thermoplastic: polyethylene (PE), polypropylene (PP), polyamide (PA), PPS, PEEK and PEKK,” says Robert Langone, president of Automated Dynamics, now Trelleborg. “In some ways, PEKK is easier to process. It crystallizes slightly slower than PEEK.” So slower crystallization is a little easier to control and also related to its more lenient process window? “I think its lower melt viscosity is what makes it easier,” Langone responds. “But even the most modern versions of PEKK, which are supposed to feature high-rate crystallization, are still more difficult to crystallize than PEEK.”
“For stamp-forming processes, both PEEK and PEKK are excellent,” says Arnt Offringa, head of Aerostructures R&T at GKN Aerospace’s Fokker business. “For autoclave type processes, PEKK is preferred because melt temperatures are lower, making for a more robust process.”
Not all PEKK is the same
In an exclusive preview, just prior to this issue going live, CW was able to speak with Scott DeFelice, CEO of Oxford Performance Materials (South Windsor, CT, US). He notes that the drive toward ISC TPCs came about as autoclaves got bigger for the wing and fuselage structures in Boeing 787 and Airbus A350 aircraft. “The larger autoclaves are, the more difficult they are to control,” he explains. He notes this can be seen in the experience of Tier 1 suppliers like the “heavy industries” in Japan. (Mitsubishi Heavy Industries builds the Boeing 787 wings, Fuji Heavy Industries makes the center wingbox and Kawasaki Heavy Industries supplies fuselage barrel sections.) “You can gain control over small parts reasonably well, but with larger structures, you basically hit rate limit,” DeFelice observes. In other words, it takes time to get the control needed to produce high-quality primary composite structures. Time that production rates for future narrowbody aircraft simply don’t allow.
DeFelice continues, “NLR and Fokker, on the other hand, have primarily focused on relatively smaller structures. So they are not as interested in the benefits of ISC as Airbus is. The drive for Airbus to produce wings and fuselage panels out of autoclave is significant.” He believes Airbus is the most advanced in ISC technology today.
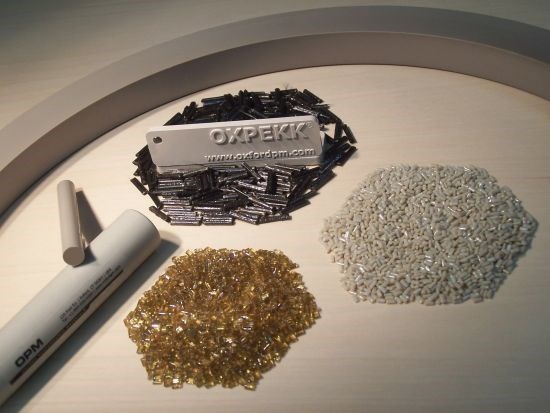
OXPEKK is available in unreinforced pellets and rods as well as custom filled compounds, including carbon, glass and others. SOURCE: Oxford Performance Materials.
“Oxford Performance Materials (OPM) has been working with PEKK since 2000,” says DeFelice, “developing both materials and applications technology. All PEKK products on the market today are made using the DuPont method.” He explains that basically all polyketones were developed at the same time, in response to a need for improved fire, smoke and toxicity (FST) performance in aircraft interiors being threatened by new FAA regulations in the 1990s. However, the regulations never materialized, and the initial market for PEEK and PEKK evaporated. Thus, ICI spun PEEK out to Victrex and DuPont sold PEKK to Fiberite, which was acquired by Cytec, which in turn was acquired by Solvay. DeFelice says Arkema became a partner with OPM with the purpose of gaining PEKK expertise, and ultimately developed a DuPont method PEKK product. As a result of this partnership, Arkema became the second source for PEKK in the composites industry.
“Hexcel also invested in OPM,” says DeFelice. (Here, we make a quick diversion to explain Hexcel’s acquisition of OPM’s Aerospace & Defense additive manufacturing business. “We developed an additive manufacturing technology using selective laser melting (SLM) with carbon fiber reinforced PEKK that is qualified at Boeing, Northrop Grumman and others for AEROSPACE applications. This was attractive to Hexcel, who was already a substantial shareholder in OPM.” Thus, in Dec 2017, Hexcel acquired OPM’s aerospace and defense (A&D) business (South Windsor, CT, US). OPM, however, maintains its 3D PEKK printing business outside of aerospace & defense, and continues to develop its core material science technologies.
“All PEKK is not the same,” asserts DeFelice. “Solvay and Arkema practice the DuPont method, which uses high temperature synthesis (HTS), so it runs a little faster, which lowers the cost. However, it also has its drawbacks.” He explains that initially, there were problems with the melt stability and purity of the PEKK polymer which made it difficult for DuPont to fabricate parts. Over time, the DuPont method improved, as did the polymer somewhat, and parts became more reproducible. For example, beyond the aforementioned additive manufacturing technologies, OPM has developed injection molding as well as film applications with PEKK.
“But we’ve always seen that PEKK could be made differently and improved upon,” says DeFelice. “Now, if you go back to the original players, there was actually a third, and that was Raychem, which sold to BASF, who simply abandoned PAEK. But Raychem’s technology was for low temperature synthesis (LTS). This is very different from HTS.” He notes that instead of producing polymer flake which must then be ground before being mixed with solvent, etc. for prepreg and 3D printing applications, this patented LTS technology allows for the production of a powder with a spherical shape that is possible to control. Because LTS is a “cold” process, it is also much more controllable in terms of the finished polymer’s molecular weight and molecular structure. However, the process is slower, so a little more costly. “But it is also possible to go directly to powder, with no grinding step,” says DeFelice. “So this helps to offset the slower processing.”
This new product, OXPEKK-LTS, offers the best of both worlds: a controllable process that produces a product with a spherical polymer powder. “With grinding, you end up with jagged ‘rocks’ of polymer which are difficult to stack uniformly when coating and impregnating a tape,” DeFelice explains. “The round shape of OXPEKK-LTS allows more precision during tape making. So now we can improve the tape and enable true OOA processing via in-situ consolidation, which is hampered by current tape dimensional fidelity.”
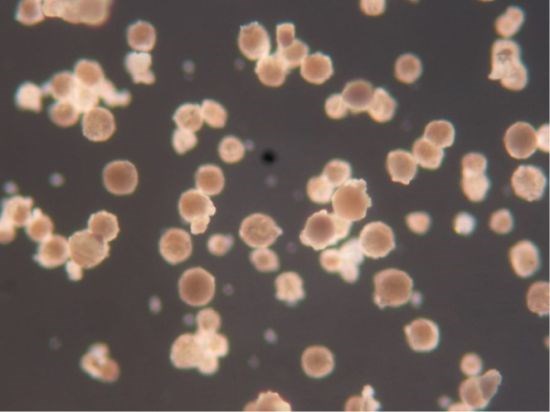
The spherical particles in OXPEKK-LTS enable a more uniform thermoplastic tape,
which aids in achieving one-step, out-of-autoclave (OOA) in-situ consolidated primary composite aircraft structures. SOURCE: Oxford Performance Materials.
So it’s possible to produce better tape and still match the price of PEEK? “The cost that Airbus and their suppliers are debating for composite primary structures is much more complicated than just the polymer raw material cost,” counters DeFelice. “Raw material is definitely a piece of the overall component cost, but the fabrication process and performance are the key cost elements. First, the compressive strength of PEKK is much higher than PEEK, which is a substantial advantage. You are able to achieve much better fatigue performance in the composite structure, which in turn means you can design lighter structures which don’t require as much material. In other words, we provide a way to achieve higher strength-to-weight ratios. But we also enable ISC, so these lighter structures are now produced in one step, not two.”
But OPM is not stopping there. DeFelice asserts that all carbon fiber used in polyketone prereg for aerospace applications is used without sizing. This is key because sizing applied to the fiber enables it to move through all of the various processing steps with predictability, reduced damage and repeatability. “No one in aerospace uses carbon fiber with sizing for PAEK thermoplastic primary structure because all of the known sizings adversely affect mechanical properties,” he explains.
A quick note here. Matthias Schubert, technical service for Teijin Carbon in Europe disagrees. “We have used a special sizing for PAEK thermoplastics for many years,” he explains. “It was necessary because standard sizings have some outgassing due to their epoxide chemistry that degrades at PAEK processing temperatures. Our sizing actually increases resin adhesion, which is about 20% higher compared to unsized carbon fibers.” He notes this has been measured by transversal 4-point bending tests and can be attributed to controlled initialization of crystalline structures at the fiber-resin interface. (Note, this sizing development is explained by Jean-Philippe Canart at Teijin Carbon America in the blog “PEEK vs. PEKK vs. PAEK”.)
“With OXPEKK LTS, we also have proprietary chemistry to put the PEKK into solution and use it as a sizing that will further speed processing and improve tape performance.” says DeFelice. This extends all the way through to in-situ consolidation. “So now there is an extremely strong business case emerging for large primary structures made using this technology.”
What about thicker tapes? NLR has said it would like to have a tape as thick as 0.25 inches, which further helps to meet production rates of 60-70 aircraft/month. “Speed pushes back against fidelity in the process and performance in the final structure,” says DeFelice. “So it is always a balance between these opposing factors. The physics of round polymer particles in prepregging is well-established. We believe we offer control of these particles which then gives more levers to achieve the balance needed for producing large OOA primary structures that meet cost and performance targets. We have very powerful tools to get this technology where Airbus and others want it to be.”
OPM’s track record of blazing new paths gives it confidence. “No one else has qualified 3D printing with PEKK and carbon fiber for spacecraft with a full B-basis allowables,” says DeFelice, “and no one else has developed skull, spine and orthopedic implants with FDA clearance, certified biocompatibility and performance. We are confident we can provide PEKK thermoplastic composite solutions for aircraft.”
OXPEKK LTS will be introduced for developmental purposes by the end of this year. The product will be commercially available in early 2019.





.jpg;maxWidth=300;quality=90;format=webp)


Related Content

TU Munich develops cuboidal conformable tanks using carbon fiber composites for increased hydrogen storage
Flat tank enabling standard platform for BEV and FCEV uses thermoplastic and thermoset composites, overwrapped skeleton design in pursuit of 25% more H2 storage.
Read More
Developing repairs for thermoplastic composite aerostructures
HyPatchRepair project proves feasibility of automated process chain for welded thermoplastic composite patch repairs.
Read More
The potential for thermoplastic composite nacelles
Collins Aerospace draws on global team, decades of experience to demonstrate large, curved AFP and welded structures for the next generation of aircraft.
Read More
Welding is not bonding
Discussion of the issues in our understanding of thermoplastic composite welded structures and certification of the latest materials and welding technologies for future airframes.
Read MoreRead Next

Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More