



FLEXMONT vertical tail plane workcell
The FLEXMONT automated assembly cell cuts composite vertical tail plane (VTP) assembly time by more than 20%, reduces shimming and integrates continuous, vision-based quality assurance. It comprises two sub-areas, rib-shell assembly (left) and assembly of the VTP box (right), both using smaller, more flexible jigs and intelligent holding fixtures.
Source (all images) | Airbus / CTC / Fraunhofer IFAM
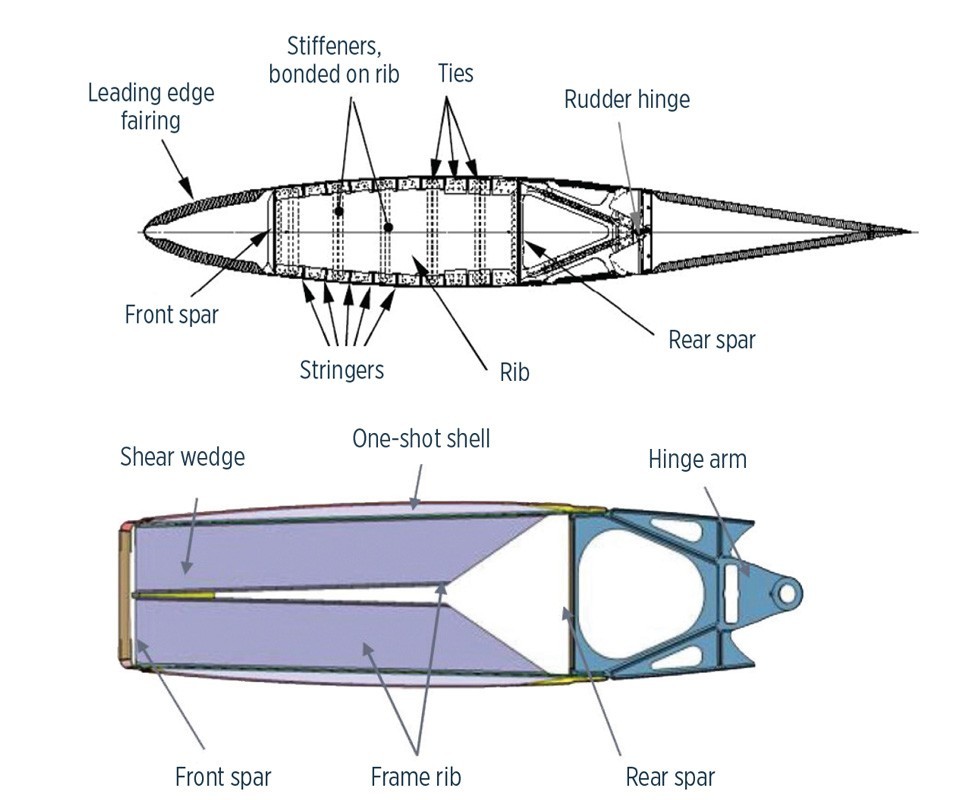
Fig. 1 VTP design: Old gives way to new
The FLEXMONT project was based on the VTP NG design (top view, right) vs. the original CFRP design for the A320 VTP from the 1980s (left).

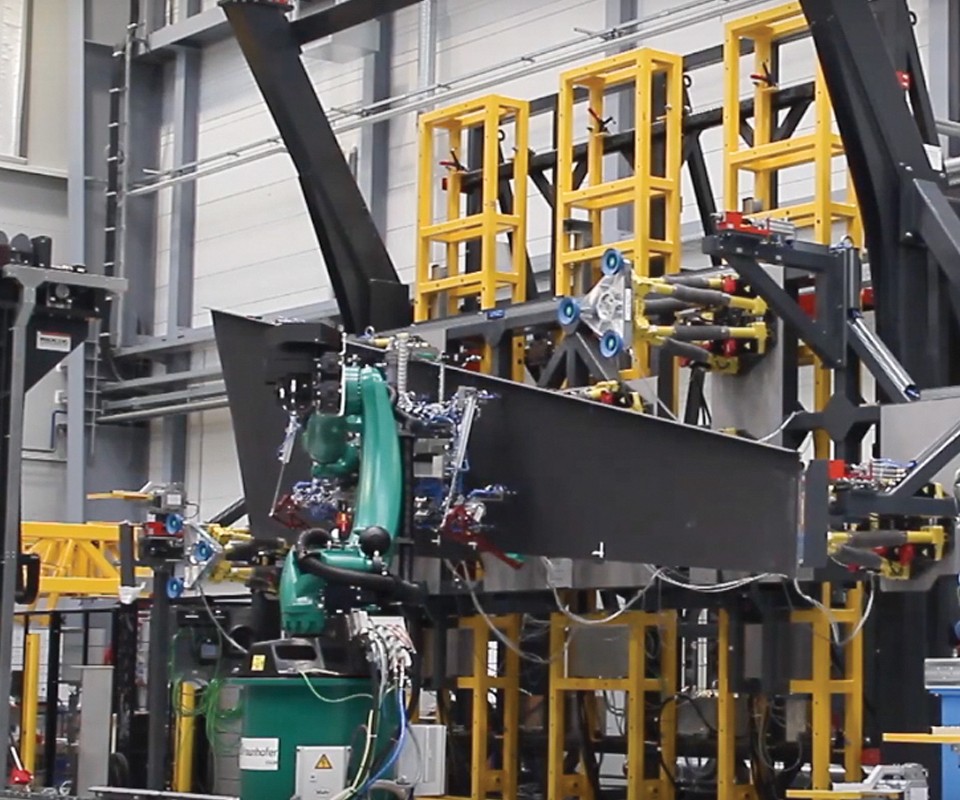
Fig. 2a
In FLEXMONT’s rib-shell assembly area, a robot with vacuum cup- equipped gripper (green unit in background) installs CFRP ribs from a universal frame (yellow unit at right) to the VTP shell section at left.

Fig. 2b
Finished rib-shell sub-assemblies are then mated to the VTP rear spar in FLEXMONT’s box assembly area. The relatively inexpensive industrial robots used in both areas reduce assembly time and enable data-driven precision and inline inspection for improved quality control.
Step 1
AcompositeVTPNGshellsectionisroboticallyplacedintoaflexible, automated holding fixture within the rib-shell assembly area.
Step 2
Before ribs are bonded to the shell, each is scanned with a laser measurement device as is the area of the shell where it is to be mated.
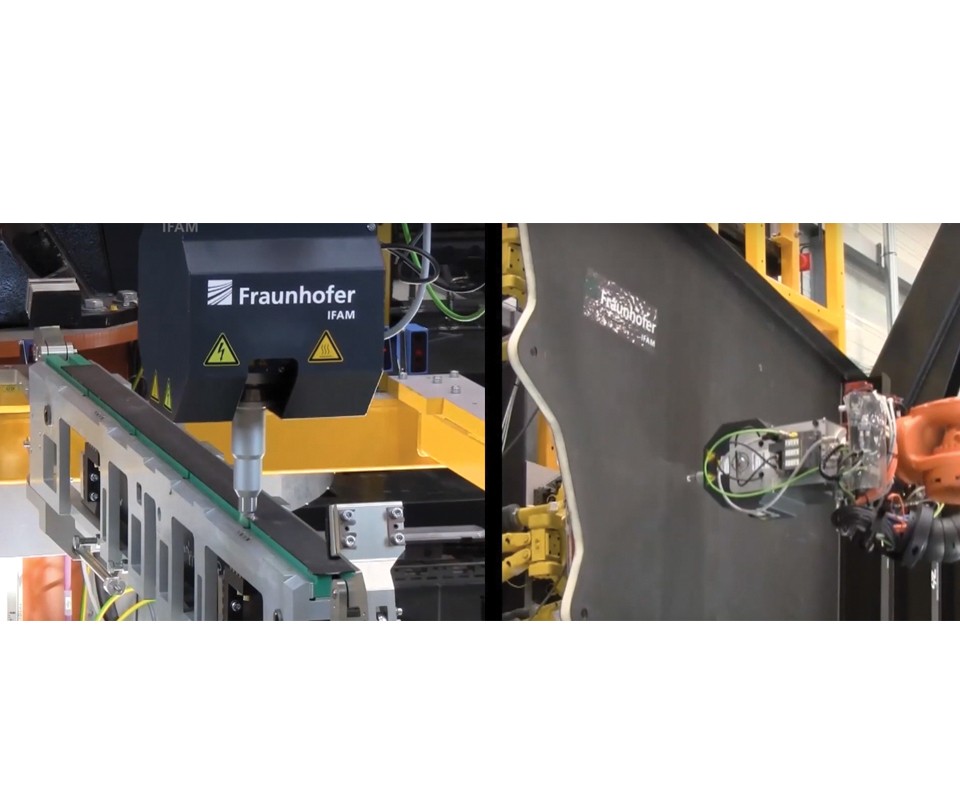
Step 3
Rib and shell surfaces to be bonded are treated with atmospheric plasma to increase surface energy activation for higher-strength adhesive bonds.
Step 4
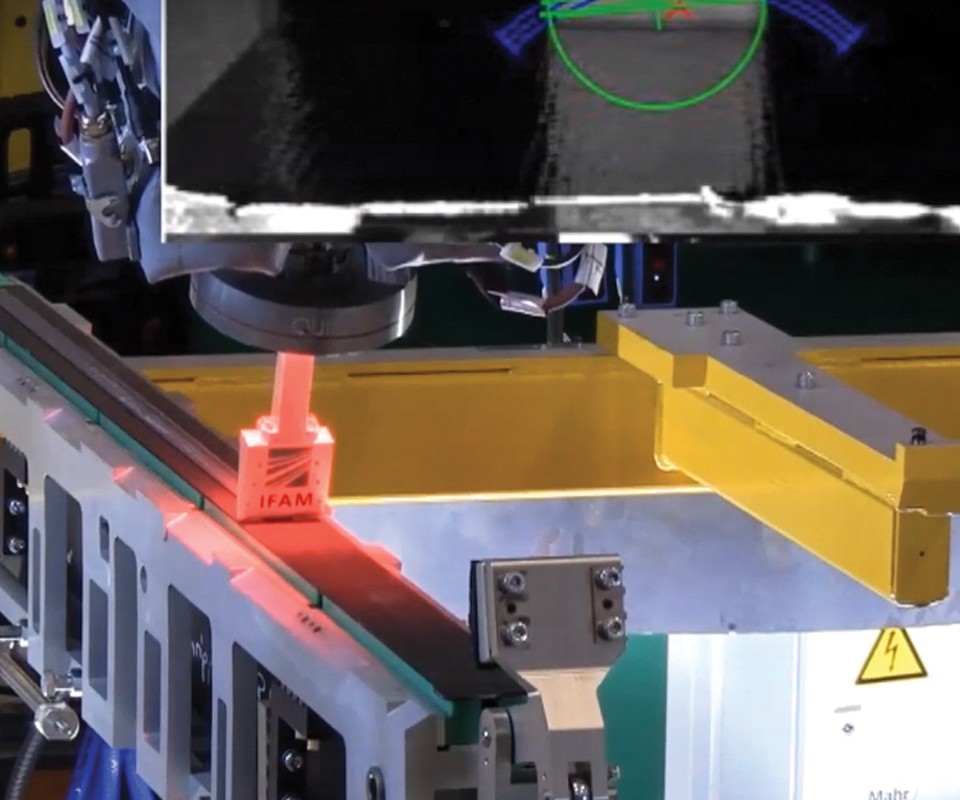
Automated application of shim adhesive using smart tolerance management system uses laser scanned 3D digital data to predict gap in bonded joint and apply material accordingly. Red light on application tool aids vision system data acquisition for inline QA.
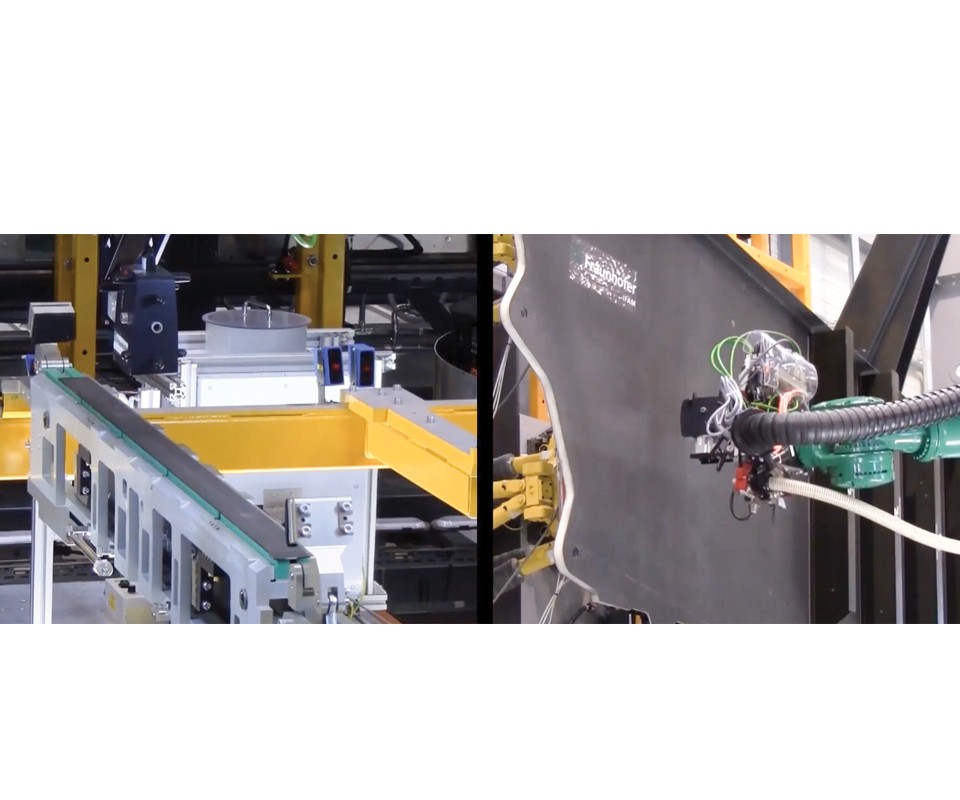
Step 5
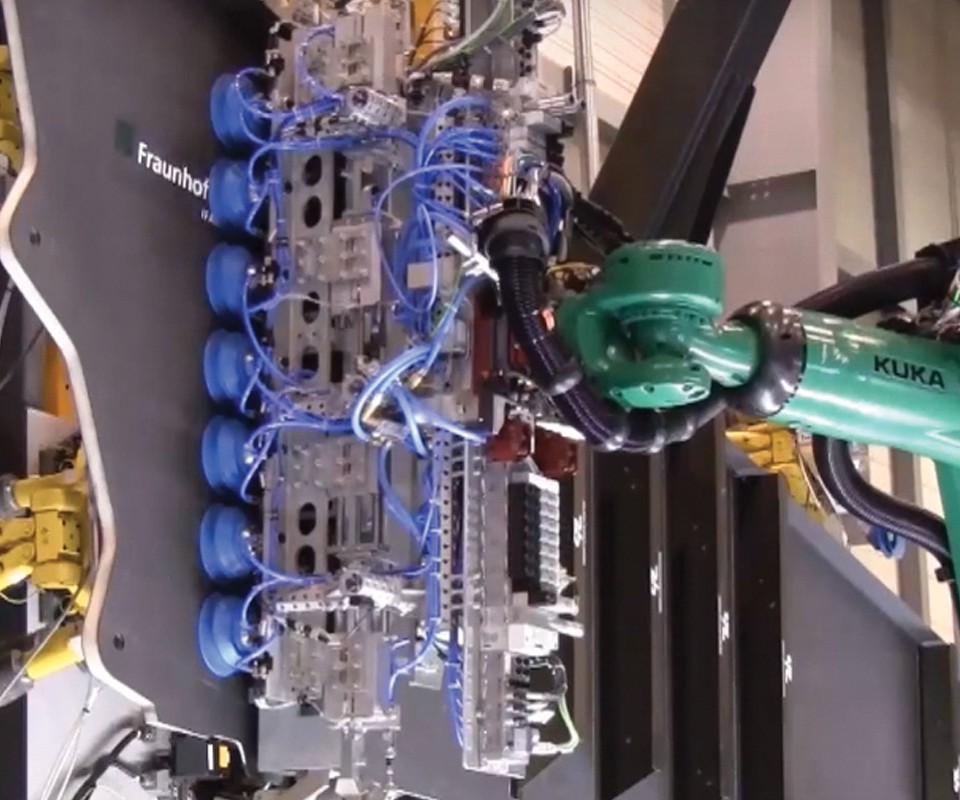
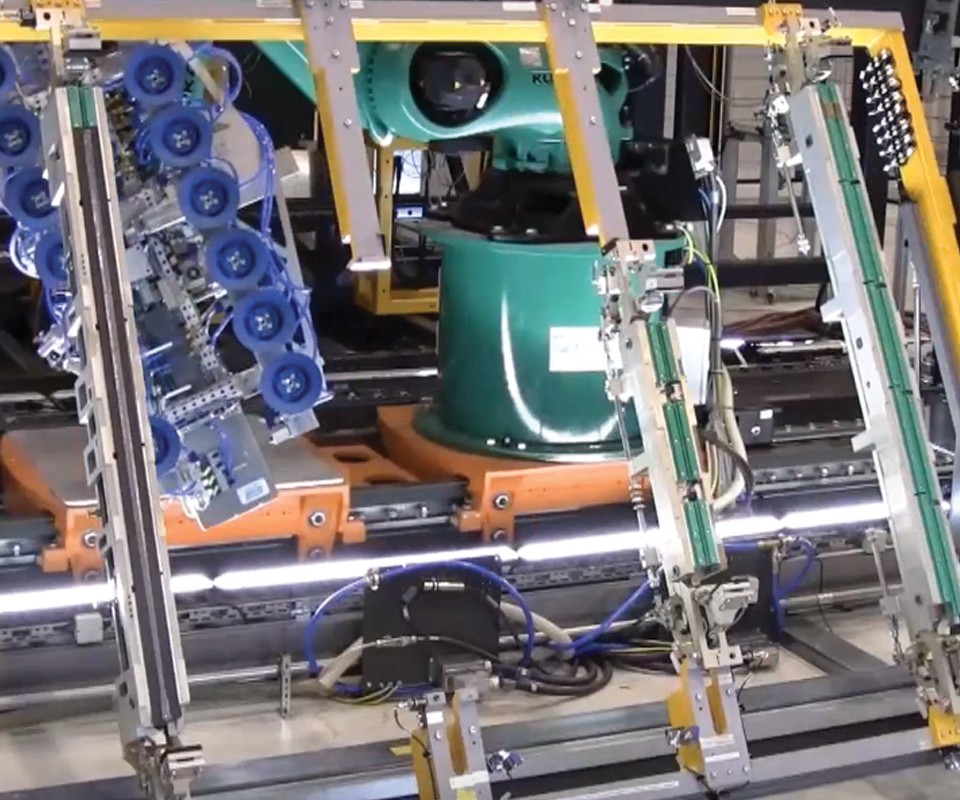
Robot with flexible gripper system (blue vacuum cups) removes CFRP rib (mounted in aluminum fixture) from universal frame which can hold all 8 ribs needed for each VTP shell.
Step 6
Robotic gripper places rib onto the shell.
Step 7
Robotic gripper withdraws, leaving the aluminum rib fixture, equipped with an inner tool to hold the rib onto the shell during adhesive cure.

Step 8
Laser scanning and plasma treatment of the rear spar right flange is followed by gap-adjusted application of shim adhesive in preparation for bonding with the right VTP rib-shell sub-assembly.

Step 9
The right rib-shell subassembly is then transferred by the gripper-equipped robot and mated to the right flange.

Step 10
Right-side clamping units in the box montage assembly fixture rise to apply the pressure necessary to both the shell and spar, ensuring a good bonded joint while the shim adhesive cures.
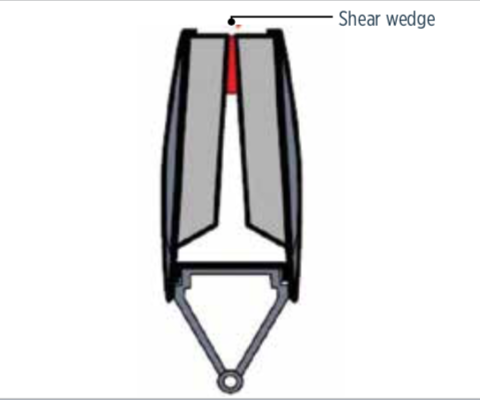
Step 11
A shear wedge is inserted in between each pair of rib frames along the VTP, setting its aerodynamic exterior shape.
Step 12
Dual robots are used to insert the wedges at the top of the VTP NG box within the assembly fixture.

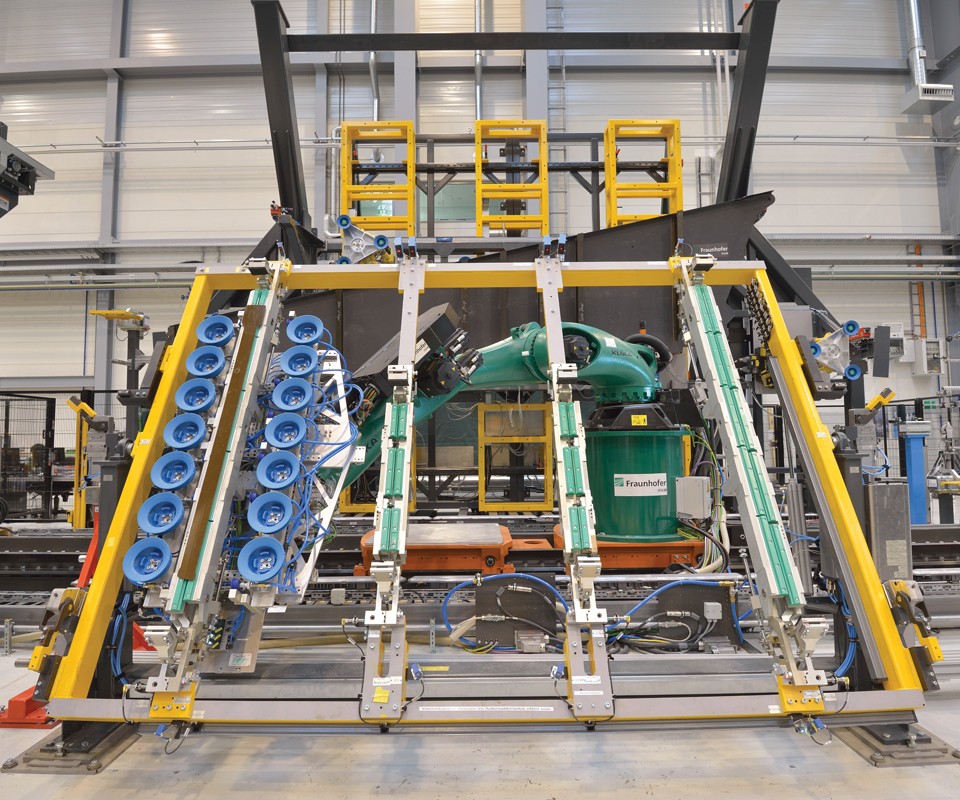
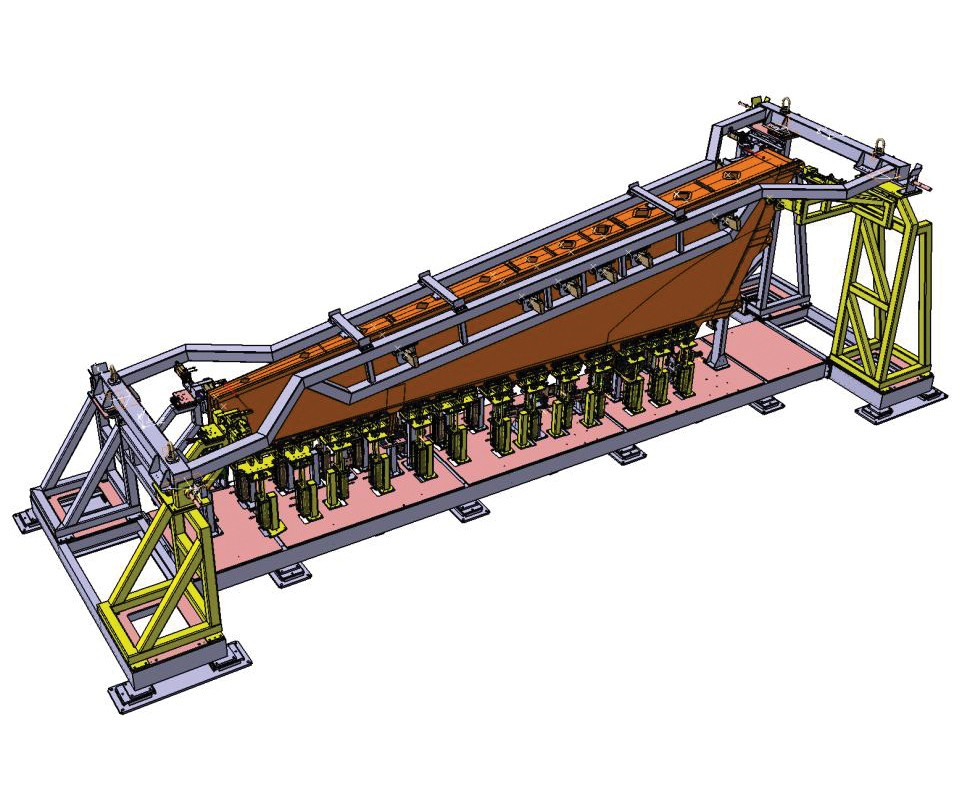
Fig. 3 Sophisticated fixturing
The FLEXMONT box montage fixture includes two identical sets of actuated clamping mechanisms (green and gray elements in center of photo) which apply pressure on the rib-shell subassembly and mated rear spar flange to ensure a high-quality bonded and shimmed joint. This fixturing approach enables part-to-part assembly — vs. conventional fixed assembly — using adaptive joining based on data collected during the manufacturing process.



In current widebody aircraft — the Boeing 787, Airbus A350 and the recently announced CR929 under development by the China-Russia Commercial Aircraft International Corporation (CRAIC) — composites comprise most of the airframe structures, including the fuselage, wings and vertical tail plane (VTP). This has not been the case so far in smaller-framed narrowbody aircraft, where weight is less of an issue and the increased complexity and expense of large composite assemblies are at odds with higher production rates and lower price tags.
One exception is the composite VTP pioneered by Airbus (Toulouse, France) in its A320 family of narrowbody aircraft. Looking forward to increased production rates, the company has recently sought to update the VTP’s assembly process.



As part of the three-year FLEXMONT project (2013-2016), the Airbus VTP production facility in Stade, Germany, collaborated with German partners Fraunhofer IFAM (Bremen), the Composites Technology Center (CTC, Stade), FFT Aviation (Fulda-Rodges), Mahr Metering Systems GmbH (Göttingen) and QUISS AG (Puchheim) to develop a new, automated assembly process. The new approach cuts assembly time by more than 20%, reduces shimming and integrates a continuous, vision-based quality assurance system.
“This system, even if implemented on only one VTP assembly line — vs. multiple lines required today — can accommodate the high production rates being targeted for the future,” says project manager and CTC engineer Alexander Engels. “We can also adapt this concept to other assemblies, like the wingbox horizontal tail plane and high-lift parts, like flaps.”
Addressing current assembly issues
The original VTP design, completed in the 1980s, did not envision today’s aircraft production rates. “It is, ergonomically, a nightmare,” says Engels. “Areas for fastener installation are hard to reach. It relies on manual processes for application of adhesive and liquid shimming, and it requires special transport jigs and cranes to guarantee a rate of 40 aircraft per month.” Airbus announced in 2017 that its target is 60 single-aisle aircraft per month by 2019, which translates to three VTP assemblies per day.
With this in mind, the CTC developed a next-generation design, the VTP NG, which uses one-shot, foam-cored shells for the two large exterior surfaces, supported by bonded composite frame ribs (Fig. 1). The VTP’s composite box is then closed out by joining prefabricated rear and front spars. FLEXMONT is a feasibility study based on the VTP NG design.
The VTP NG and FLEXMONT process developed symbiotically. The initial idea was to improve accessibility and reduce the number of parts and operations, aiming for more modular, ergonomic sub-assemblies and increased automation. Shimming would be automated and improved by developing a smart tolerance-management approach — an automated process that would adapt the quantity of material applied based on digital measurement of the gap between the surfaces to be bonded. “Based on the manufacturing process used for the VTP NG shells, we were not able to guarantee a gap below 0.3 mm, thus shimming was still required,” Engels adds. The joint surfaces also would be plasma-treated for surface activation prior to bonding and both plasma treatment and adhesive application would be continuously monitored for quality assurance (QA). Parts handling would be entirely robotic and fixturing would also be “intelligent,” aiming to avoid heavy, expensive jigs by pursuing adaptable, less part-specific designs.
Each partner contributed its expertise. CTC and Airbus handled development of the original concept, manufacturing and part design data, and assumed project management. Fraunhofer IFAM combined hardware, software and the collected data from all sources into a well-tuned, automated assembly cell. It also worked closely with QUISS, which delivered the vision system and algorithms necessary for integrating QA. Mahr Metering Systems supplied the shim adhesive metering equipment, and FFT Aviation built the fixture systems and FLEXMONT cell hardware.
Installation of ribs to shell
The FLEXMONT process comprises two major stations within the automated work cell: One handles assembly of the frame ribs onto the cored shells, followed by box montage, or assembly of the VTP box (see opening image, and/or view this video of the FLEXMONT assembly process by Fraunhofer IFAM).
Operations within the rib-shell sub-area begin with robotic placement of a completed VTP NG shell section into a flexible, automated holding fixture (Step 1). Standard industrial robots offer an economical solution, with increased flexibility and precision vs. the previous crane system.
Before ribs are bonded to the shell, each is scanned with a laser measurement device — the Leica (Unterentfelden, Switzerland) T-Scan TS50-CFK laser line scanner — as is the area of the shell where it is to be mated (Step 2). These scans are used to generate a 3D point cloud for each surface and are compared to the digitized design files in preparation for liquid shimming, a previously manual step. “This creates a virtual assembly where you can see if there will be any gaps in the rib-to-shell joint,” Engels explains. This data set, which indicates potential gaps, is fed into the automated process to guide application of liquid shim adhesive.
Before the shim adhesive is applied, however, the surfaces to be bonded must be plasma-treated (Step 3). This increases the surface energy activation, resulting in better adhesion and increased bond strength. Again, the process is automated, using the same robot with a different end-effector. The plasma head is then swapped for a dosing head that mixes and dispenses the two-part, high-viscosity shim adhesive, and its application begins (Step 4). “The amount of shim/adhesive is varied by the robot speed,” Engels explains. “This is determined from the digital analysis of the bonding surfaces and the virtual assembly. So, if the gap varies, the shim/adhesive application varies.” The width remains the same, but the thickness changes. This is evident in the right side of the Step 4 image — more shim/adhesive can be seen at the rear of the rib and less at the front.
The red light that swathes the adhesive applicator is used to show contrast in the integrated vision system for QA. The vision sensor captures data, which are analyzed using an algorithm that checks tolerances and also detects anomalies, such as bubbles, in the shim adhesive material. “At the end of the application and scanning, the system will show a green window and ‘IO’ symbol if it is good,” says Engels. “If this does not appear, then we have to interrupt the process, remove the liquid adhesive and reapply.”
Adhesive is first applied to the rib, and then to the waiting shell section. The gripper used by the robot for the shell section in Step 1 had its origin in this part of the process. Each shell section in this VTP NG concept study receives eight ribs, each with a different length, thickness and orientation angle on the shell.
“We needed a grabbing system for every rib, but to develop one that would handle such a wide range, individually, would have been expensive and complicated,” Engels explains. “Thus, we divided the grabbing system into two parts: a universal frame to hold inexpensive, simple aluminum rib fixtures, and then a more complex, intelligent robotic system for placement of each rib onto the shell. The simpler system accommodates the different rib geometries while the grabber system enables precise location.”
The robot with blue vacuum cup-equipped gripper approaches the large, yellow rectangular universal frame, clamps the rib/aluminum frame that is to be bonded and removes it (Step 5). The universal frame can hold all eight ribs, with the difference in length easily visible from the longest rib at left to the very short rib second from the right. The robot then traverses the workcell’s linear rail and positions the rib on the shell. Required tolerances are maintained using a combination of CAD data on the rib and shell, plus topographical measurement data from the laser scan performed in Step 2.
“In order to bond the ribs to the shell, we must apply 0.4 to 0.6 bar of pressure, which equates to a force of several hundred kilograms for the largest ribs,” Engels points out, “so we use the vacuum cups to press the rib onto the shell and apply this force. We can apply more than 1,000 kg with this system and simply switch off the vacuum cups that are not needed for the shorter-length ribs.”
When rib and shell are joined, the robot retracts the gripper and moves to its next task. However, the aluminum rib fixture remains, equipped with an inner tool that holds the rib on the shell during adhesive cure (Step 6).
Although cure can be achieved as quickly as 1 hour, using applied heat, elevated temperature cure was not demonstrated during this project.
“The aluminum rib fixtures are cheap,” notes Engels, “so it is easy to make many of these for bonding all of the ribs simultaneously.”
When the adhesively bonded joints are complete, the gripper is again used to remove the aluminum rib fixtures and return them to the universal frame.
Box assembly
Operations then move into the second area of the automated workcell, referred to as the box assembly station. Here, the shells and rear spar are assembled into the CFRP box, to which a front fairing and rudder at the rear will be attached for a finished VTP.
This second FLEXMONT work station is comprised mainly of an actuated assembly fixture with its own assembly robot. A prefabricated, C-shaped CFRP rear spar, >6m long, is loaded into the assembly fixture with its flat web facing up and flanges facing down. The sequence of laser scan, atmospheric plasma treatment and shim adhesive application steps completed for the rib-shell sub-assemblies is repeated in preparation for bonding the left and right shells to the left and right flanges of the rear spar. Accordingly, the right flange of the spar is scanned, as is the corresponding joint area on the right shell, and both are plasma-treated. “We again calculate the prospective gap in this joint and apply tolerance-adapted shim adhesive to the right flange of the spar, if required,” says Engels (Step 7).
The right rib-shell subassembly is then transferred by the gripper-equipped robot and mated to the right flange (Step 8). Dowel pins are inserted into reference holes in the right shell, which mate with holes in the spar flange. These mate the shell and spar until they can be clamped together by the joining fixture, the floor of which is equipped with 13 pairs of actuated clamping mechanisms along the right side for the right shell and a mirror set along the left side for the left shell. The right-side clamping units rise to apply the necessary pressure to the shell and spar, ensuring a good bonded joint while the adhesive cures (Step 9).
“Currently, temporary fasteners and manual clamps are used to hold conventional A320 VTP components during shim adhesive cure,” notes Engels. “The FLEXMONT clamping system, however, is floating in the joining direction, providing adaptive joining with adaptive force to press the components together. This is part-to-part assembly, not fixed.” This last point stresses FLEXMONT’s departure from conventional aerostructure assembly, where large, rigid assembly tools serve as a fixed holder for the first part, to which all other parts are attached. Instead, FLEXMONT attaches the parts to each other using a more process-flexible jig and metrology to maintain tolerances.
“We control the force and we have measured the parts in advance,” Engels explains, “no additional quality inspection is required. Afterward, we use manual gauges to measure the gap between the shell and spar flange for validation of this process.”
The same operations performed for the right shell and right spar flange are repeated for the left rib-shell subassembly and left spar flange. In the last step of box assembly, shear wedges are inserted in between each pair of rib frames (Step 10). This fixes the aerodynamic shape of the VTP exterior per the specified design tolerances. However, placing and pressing these wedges coated with a sealant/adhesive into the very narrow space at the top of the VTP NG box within the assembly fixture posed an accessibility challenge. In this research project, the solution was to attach a small, lightweight robot, as an end-effector, onto a larger industrial robot. Thus, the large robot positions the small robot, which inserts and presses the shear wedges into place.
Faster future development
The developments successfully demonstrated in FLEXMONT are impressive. “All of the operations shown in the Fraunhofer IFAM video result from pushing one button,” emphasizes Engels. “The process takes minutes, not hours,” he notes, but cautions that after the FLEXMONT assembly process is completed, joints must be reinforced with mechanical fasteners per current aircraft regulations. “Riveting and drilling processes are already state of the art and, thus, not considered in this project, but they would have to be implemented in a complete production system.”
On the upside, it also uses one continuous tolerance system. “There is one continuous measurement system in this assembly process,” Engels explains. “All of the measurement data can be combined because they all have the same reference system.” This not only speeds the process but also drastically reduces complexity, errors and risk.
Engels explains that before this next iteration of FLEXMONT can be adopted for future production, validation will have to be completed not only for the major steps but also for every detail of the process and equipment. Use on future A320 aircraft is the long-term goal, but FLEXMONT’s developments and demonstrated success to date give the nod to an optimistic outlook for composites in future narrowbody commercial aircraft assemblies.








Related Content

Infinite Composites: Type V tanks for space, hydrogen, automotive and more
After a decade of proving its linerless, weight-saving composite tanks with NASA and more than 30 aerospace companies, this CryoSphere pioneer is scaling for growth in commercial space and sustainable transportation on Earth.
Read More
TU Munich develops cuboidal conformable tanks using carbon fiber composites for increased hydrogen storage
Flat tank enabling standard platform for BEV and FCEV uses thermoplastic and thermoset composites, overwrapped skeleton design in pursuit of 25% more H2 storage.
Read More
McLaren celebrates 10 years of the McLaren P1 hybrid hypercar
Lightweight carbon fiber construction, Formula 1-inspired aerodynamics and high-performance hybrid powertrain technologies hallmark this hybrid vehicle, serve as a springboard for new race cars.
Read More
Welding is not bonding
Discussion of the issues in our understanding of thermoplastic composite welded structures and certification of the latest materials and welding technologies for future airframes.
Read MoreRead Next

All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More