
Thermoplastic honeycomb cores: Tough insulated sandwiches
Foam-filled nylon/polyester fabric yields sandwich panel cores with excellent mechanicals, durability, thermal insulation.


Tough foam-filled honeycomb core for fracking tanks: Rhinokore’s fiberglass skinned, closed- cell-foam-filled thermoplastic-cored sandwich panels form these massive water tanks used in hydraulic fracturing operations. The thermal insulation provided by the core saves oil and gas companies much of the time, money and energy typically required to heat water in uninsulated metal tanks — a real bonus during winter cold. Shown here are two 2.4 million-liter tanks (left and middle) and one 1.2 million-liter tank (top right) on a lease site near Watford City, ND, US. Tanks are fitted with black liners, to prevent leaks, and lids (not yet installed, here) to reduce heat loss from the top. Source: Rhinokore Composites Manufacturing

Fusing and forming the honeycomb cells: After much experimentation in search of a strong but moderately priced fabric core honeycomb, Rhinokore’s original owner found the current nylon/polyester blend provided the best balance of toughness, formability and cost. Sheets of the fabric are put into the company’s custom-built honeycomb machine where a heated nozzle passes over the fabric and quickly heats the material to a high temperature, fusing the polymers, and then compresses the material into a series of interconnected honeycomb cells in sheet form. Source: Rhinokore Composites Manufacturing
Filling the cells for compressive strength: Formed honeycomb sheet is placed in a mold, which is injected with a two-part polyurethane foam that fills all the cells. Sheets are then cut down to required size and thickness, both faces of each sheet are sanded, and then the final products are palletized and shipped to customers or used by Rhinokore in its own part-making operations. Source: Rhinokore Composites Manufacturing

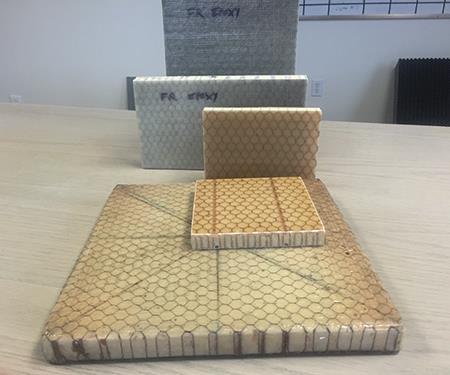
Early applications proved heavy-duty worthiness: An early and ongoing application for Rhinokore’s thermoplastic core was for rig mats and crane pads (shown at left and above) for heavy equipment. In this case, the same fiberglass skin/thermoplastic composite cores are used but the faceskins feature a textured surface. Source: Rhinokore Composites Manufacturing



A thermoplastic honeycomb core that is light and stiff, with above-average compression, shear and tensile strength is offering thermal insulation and reportedly outdoing most other core materials in the category of durability in a variety of sandwich-panel applications. Originally developed by a Canadian company with deep roots in the oil and gas industry as a core for heavy-equipment mats and insulated composite tanks, its use is expanding to transportation and construction applications.



Anatomy & physiology
The patented core, produced since 2007 by Rhinokore Composites Manufacturing (Armstrong, BC, Canada), is made on a custom built “honeycomb” machine that processes a tough, heavy-duty grade of blended nylon/polyester fabric via high-temperature (427oC) thermoforming into sheets of conjoined hexagonal cells, which are 13 mm in diameter, with 1.1-mm thick walls. (A heater nozzle passes over but doesn’t touch the fabric, yet softens the polymeric fibers sufficiently to melt, flow and bond them.)
When pressed into the honeycomb pattern and cooled, sheets of the material are removed and placed into a mold where a two-part thermoset closed-cell polyurethane foam from Leverkusen, Germany-based Covestro LLC (formerly Bayer MaterialScience) is injected into the tool and allowed to cure in a heated press. Machine dimensions limit standard sheet width, length and cross-sectional thickness, respectively, to a maximum 122 cm, 244 cm and 152 mm. Longer sheets are available, and it’s reportedly possible to run the process in continuous as well as batch mode, to make one-piece cores large enough for flat-panel sandwich structures in box trucks, commercial-truck trailers, buses, recreational vehicles (RVs) and building/construction.
For applications requiring core cross-sections thinner than 152 mm, the core panel can be rough cut down to a minimum thickness of 6.35 mm, using a high-speed saw. Top and bottom faces of each honeycomb slice are then sanded to achieve the precise thickness and a more consistent finish. The final product is delivered to customers as palletized sheets.
“By adding foam, the performance of our thermoplastic honeycomb is exponentially enhanced,” claims Ray Gauthier, Rhinokore’s VP of manufacturing. “Empty honeycomb fails in compression because air between cells doesn’t reinforce the webbing and, with enough force, it buckles. However, add the low-density urethane foam and these honeycomb columns are reinforced and can take much higher loads. After you inject the foam, you get 12-times higher strength than that of the initial honeycomb by itself.” Reportedly, in one application, 76-mm thick cores sandwiched between fiberglass skins can withstand 341,770 kgf/m2 of compressive force.
The thermoplastic core can be used with faceskins of thermoplastic or thermoset composites, metals, wood and even concrete. At any thickness, the core offers good energy-absorption (impact strength) for greater durability, but lacks the higher stiffness of paper/phenolic cores. In relatively thin cross-sections, the core is flexible (low flexural modulus). Typically, it competes well against cores made of other plastics, balsa and phenolic-impregnated paper at the low and middle price range. Unlike paper and wood core, it’s impervious to moisture and will not rot. The material is less breathable than open-cell polymer cores, but, for that reason, it won’t trap moisture. It also is said to provide excellent thermal and acoustical insulation.
From part maker to core maker
The core’s insulation properties date from its earliest sandwich panel applications. As a startup in Manitoba, in 2006, Rhinokore produced rig mats, used in the oil drilling industry to cover leased land so heavy equipment doesn’t damage soils or get bogged down in mud, and crane stabilizer pads, used to provide a stable base for cranes when lifting heavy loads. After evaluating commercially available paper and plastic cores and realizing that, aside from high-performance aramid, no one made a strong (let alone, reasonably priced) fabric core, the company’s owner found, via trial and error, a source of blended nylon/polyester fabric with a favorable balance of toughness, formability and cost. Rhinokore shortly began manufacturing its own cores and sandwich composites to produce its mats and pads, using facesheets of vinyl ester/fiberglass (resin from CCP Composites, Kansas City, MO, US; glass mat from Vectorply Corp., Phenix City, AL, US) joined to the thermoplastic core via open-mold infusion.
So successful were the mat/pad products that in 2008, Rhinokore moved into a larger production facility in British Columbia. At this point, development work began on horizontally oriented tanks to hold water that is injected (after mixing with chemicals in a separate tank) into deep wells during hydraulic-fracturing (fracking) operations. Rhinokore’s same sandwich composites, minus the non-skid surface used for the rig mats/pads, were adapted to form rectangular (rather than the more conventional cylindrical) water tanks for fracking.
After two years of commercial tank production, a Calgary family, “with a desire to take the fracking tank business to a new level,” purchased Rhinokore in 2011. The new owners recognized the need for a more advanced tank system and completely overhauled the original design so that, among other things, the tanks can now be rented and set up by Rhinokore for customers in eight hours instead of the 4-5 days it had required previously. The company’s original tanks held 1.2 million liters of fluid. However, given the excellent performance of those tanks in the field, and the high ultimate strength of the sandwich panels used to form them, during the redesign stage Rhinokore researchers eventually decided to double tank capacity (see photo below), and then double it again to 4.8 million liters.
The largest tanks are 61m long by 31m wide. Each sandwich panel used is 15m wide by 3.4m tall and features a 152-mm cross-sectional thickness in a sidewall or a 76-mm cross-section in a tank floor. At sidewall thickness, the cores provide an R40 insulation value. The floor, at half the thickness, achieves an R20 value. This delivers two advantages unavailable in metal tanks. First, it helps prevent water from freezing — a plus given that tanks sit on the ground and fracking often is done in remote northern regions subject to severe winters. Second, it saves oil and gas exploration companies energy, time and costs because less fuel is needed to heat the fluid above the 38oC temperature required for injection. Moreover, rectangular tanks hold more fluid in a given footprint, and that, in turn, can reduce the total number of tanks required for water storage per exploration site. And because tanks are not pressurized, there’s no concern about the potential weakness that corners might otherwise present in a rectangular vs. circular geometry.
Expanding uses
New applications continue to open up. Bulk-commodity transport company Agri-Transervices Inc. (Armstrong, BC, Canada) uses Rhinokore’s sandwich panels for truck-trailer decking. Panels lay flat to carry lumber from British Columbia to Saskatchewan, then are folded into a box to carry grain back to British Columbia. The composite panels replaced rot-prone plywood, which wasn’t strong enough to carry the loads. In the RV segment, Bigfoot Industries (2010) Inc. (Armstrong, BC, Canada) uses the cored sandwich panels in place of wood floors in its campers. Larger RV OEMs are evaluating them for wall and roof panels. Truck-trailer producers are considering the cores for decks, walls and roof panels. “Our cores are used in municipal buses in several North American cities, and we’re working to expand our reach in that industry,” adds Robin Arnold, Rhinokore’s VP of business development. “We also see vast opportunities in the construction market, especially for structural insulated panels, where incumbent materials are filled with EPS [expanded polystyrene] foam. Our core is superior to EPS in terms of higher insulation value as well as contribution to structural stiffness.” The company is seeking new customers for product development efforts as well as distribution partners for its thermoplastic honeycomb cores.








Related Content

CirculinQ: Glass fiber, recycled plastic turn paving into climate solutions
Durable, modular paving system from recycled composite filters, collects, infiltrates stormwater to reduce flooding and recharge local aquifers.
Read More
Plant tour: BeSpline/Addcomp, Sherbrooke, QC, Canada
Composites automation specialist increases access to next-gen technologies, including novel AFP systems and unique 3D parts using adaptive molds.
Read More
Composites end markets: Infrastructure and construction (2024)
Composites are increasingly used in applications like building facades, bridges, utility poles, wastewater treatment pipes, repair solutions and more.
Read More
Bio-based, fire-resistant composites become mainstream
Projects use Duplicor prepreg panels with highest Euroclass B fire performance without fire retardants for reduced weight, CO2 footprint in sustainable yet affordable roofs, high-rise façades and modular housing.
Read MoreRead Next

Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More