Combining AC and DC dielectric measurements for cure monitoring of composites
Lambient Technologies advances dielectric analysis (DEA) for more reliable, affordable composites manufacturing.

Share
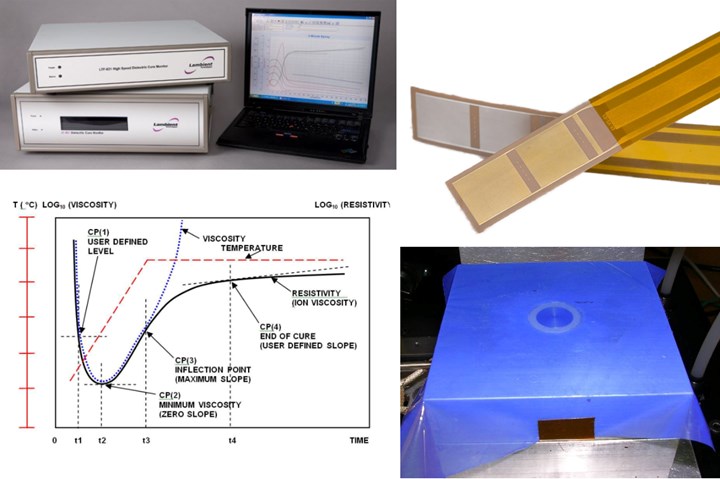
Lambient Technologies offers sensors, instruments and software for cure monitoring of resins and composites (top and bottom left) using disposable sensors (top right) and in-mold sensors that can be used with vacuum bag and release films (bottom right). Photo Credit for all images: Lambient Technologies LLC
I have written about cure monitoring via AvPro’s (Norman, Okla., U.S.) ThermoPulse microwire sensors, which it aims to use in its cure management systems and also about Synthesites’ (Uccle, Belgium) direct current (DC) dielectric sensors for in-situ monitoring and real-time Tg evaluation. In this blog, I will discuss Lambient Technologies (Cambridge, Mass., U.S.) and their history in alternating current (AC) dielectric sensors as well as their latest LT-440 instrument that combines AC and DC dielectric analysis (DEA). “Both technologies have advantages and disadvantages,” says Lambient founder Huan Lee. “Combining AC and DC measurements provides the widest possible number of tools for R&D, quality control and in-situ monitoring during manufacturing.”
Lambient Technologies history
Lee was in an R&D group at MIT developing cure monitoring in the 1980s. He founded a spin-off, Micromet Instruments, in 1982 to commercialize this technology. Micromet was acquired several times. In 2001, NETZSCH (Selb, Germany) acquired Holometrix Micromet and merged it with NETZSCH’s worldwide Thermal Analysis business.



However, Lee felt that Netzsch wasn’t developing the technology sufficiently, so he left the Micromet business unit and co-founded Lambient Technologies in 2008 with Steve Pomeroy, a lead engineer from Micromet Instruments. “After I left, Netzsch developed the Epsilon 288, which is a good instrument for cure monitoring,” says Lee. “However, Netzsch is a large company and DEA is a tiny market for them. Our advantage at Lambient Technologies is a unique depth of knowledge due to my role as one of the originators of the technology.” Though resins and composites continue to be a key area for the company, it does not target any one type of industry, says Lambient Technologies director of marketing Maria S. Lee. “We work with manufacturers of nail polish, dental materials and adhesives as well as fabricators of composite wind blades and medical implants.”
Lambient Technologies sensors and instruments are used for monitoring the dielectric properties of curing thermoset polymers including epoxy, acrylic, polyurethane, polyester, polyimide and polyamide materials, UV-cure polymers, all types of molding compounds as well as paints, coatings and fiber-reinforced composites. Their solutions give insight into formulation, reaction rate, viscosity and cure state. They are used for studying polymer materials and for optimizing manufacturing processes. They can be used to manage polymer manufacturing using batch reaction vessels and composites fabrication using ovens, autoclaves, presses and pultrusion systems.

Comparison of epoxy resin cure measurements from DSC, raman spectroscopy and DEA. Photo credit: Hardis, Ricky, “Cure kinetics characterization and monitoring of an epoxy resin for thick composite structures,” (2012) Graduate Thesis and Dissertations. 12608. Iowa State University
The science of DEA

Ion flow (straight arrows) and dipole rotation (curved, double-ended arrows) both occur during resin cure. DEA measures both.
Dielectric analysis, or DEA, is a thermal analysis technique like differential scanning calorimetry (DSC) and dynamic mechanical analysis (DMA) explains Huan Lee, “but it can provide analysis in situ using sensors to measure the electrical properties of the material under test. In any thermoset resin, two things are occurring. Ions are flowing, but this will be impeded by the tightness of the molecular network which equals the state of cure. Flowing ions provide a frequency-independent response to an electromagnetic field or signal. The second activity within the resin is the rotation of positive and negative dipoles in response to the same electromagnetic field or signal. However, this response depends on the frequency of the electromagnetic field. Separating these frequency-independent and -dependent phenomena is key to distinguishing the state of cure.”
In liquid resin, the resistance to ion flow is low, says Lee (see Uncured Thermoset in diagram above). “As the resin cures, the resistance goes up. At the end of cure, the resistance to ion flow is very large.” DEA measures a polymer’s resistance (reported as resistivity) and capacitance (reported as permittivity). Resistivity contains both the frequency-independent ion flow and frequency-dependent dipole rotation components. Frequency-independent resistivity is known as ion viscosity (see graph below) and correlates with the resin viscosity before gelation and with its modulus after gelation.

Graph of log(ion viscosity) versus time during resin cure, showing the ability to monitor the resin cure state using Lambient Technologies dielectric sensors and instruments.
Although there is no dielectric event that identifies the point of gelation, cure is readily identified where the change of ion viscosity with time (slope) approaches zero. “Gelation is a mechanical event,” Lee explains, “so, dielectric properties of the resin don’t help. However, it does occur near the maximum reaction rate which equals the peak slope. At the end of cure, the user decides what is fully cured (based on the material and application) and then identifies the slope at which this occurs. This is much more reliable than using a set time and temperature.”
DEA system elements

Lambient Technologies DEA systems comprise a few essential elements.Measurements are made using dielectric sensors, which include a temperature sensor such as a thermocouple. “Dielectric properties change with cure and temperature,” notes Lee. The sensors are cabled into the monitoring equipment which is connected to a laptop running Lambient’s CureView data acquisition and analysis software.
Lambient Technologies dielectric sensors can be permanent or disposable. Permanent sensors are embedded in molds or presses and may be reused. They typically comprise one or more metallic electrodes embedded in a ceramic substrate, a thermocouple and a sheath, which is often stainless steel. These sensors typically range from 0.25-inch to 1-inch in diameter and can be used up to 250°C. Disposable sensors are used on a part’s surface and comprise an array of electrodes bonded onto a thin (100 micrometers), flexible Kapton substrate. They can be used up to 350°C. Lambient supplies Varicon disposable sensors which are 38 centimeters in length and Mini-Varicon sensors which are 3.8 centimeters in length.

Lambient Technologies Varicon disposable sensors (left), Ceramicomb 1-inch diameter permanent/reusable sensor for molds and presses (center) and the LTF-631 high-speed dielectric cure monitor system (right).
Lambient Technologies also has a variety of monitoring equipment. “We started with the LT-451 Dielectric Cure Monitor lab-grade system, which was very sensitive and offered a lot of flexibility,” says Steve Pomeroy, Lambient Technologies co-founder and lead in software development. “Our customers needed a system specifically targeted for QA/QC and manufacturing, so we developed the LTF-631 High Speed Dielectric Cure Monitor. Each LT-451 or LTF-631 has up to four channels and each channel has one dielectric and one thermocouple input. We also developed the LT-439 Dielectric Channel specifically for QA/QC and manufacturing. It is less expensive and allows multiple instruments on one serial link for large objects such as a wing or wind blade. It is similar to the LT-451 but only has one channel per unit.” He estimates that 30% of Lambient Technologies instruments are used for R&D while 50% are used for QA/QC and 20% for manufacturing.
AC and DC cure monitoring
“We primarily use AC measurements,” notes Lee, “which just means the signal voltage is oscillating. The optimal frequency needed to measure the state of cure depends on where you are in the curing process. Higher frequencies are good at the beginning, but lower frequencies are better at the end of cure, when the material has a much higher modulus.”

Fig. 4-4 and 4-5 from Technical Overview 3.04 showing distortion in ion viscosity measurements during cure of 5-minute epoxy. This distortion due to electrode polarization decreases with increasing frequency.
“But we can also use DC,” Lee continues, “which applies a fixed voltage(frequency = 0) and drives the current only in one direction — so this is simpler. AC and DC measurements agree well at end of cure, but DC measurements may cause issues at the beginning of cure. Meanwhile, AC measurements at end of cure for most thermosets and composites are fine, but may take too long for certain high-resistance materials.” This is because AC measurements at end of cure, when thermoset materials are highest in resistance, are best taken at lower frequencies. “If you are using a frequency of 1 hertz then measurement at 3 cycles requires 3 seconds,” Lee explains. “But if you are using appropriately low frequencies of 0.1 or 0.01 hertz, then measurement requires 30 or 300 seconds, respectively. So, here is where DC is very useful because the measurement is almost instantaneous. Both AC and DC measurements have advantages and disadvantages.”
“The issue with DC measurements at the beginning of cure seems tied to electrochemical resistance,” says Lee. As explained in the Lambient Tehnologies publication, “Technical Overview 3.04 – AC and DC Cure Monitoring”, there seems to be an electrochemical reaction that happens in the resin during DC measurement that adds resistance. This decreases as the material cures, reducing the discrepancy between AC and DC measurements.
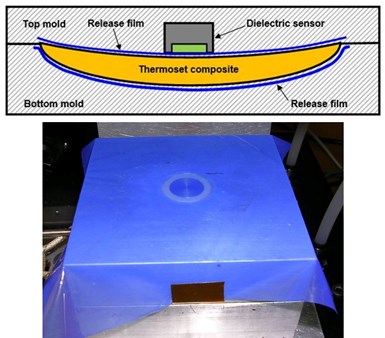
AC dielectric sensors can measure through vacuum bags and release films, as shown in the blue film over a sensor embedded in a press platen at bottom.
For AC measurements, there is a phenomenon called electrode polarization which can create a blocking layer across sensor electrodes during early cure. This can cause abnormally high apparent ion viscosities (see Fig. 4-4- and 4-5) but decreases with increasing frequency and is not an issue for measurements taken at 1 to 10 kilohertz. However, it is possible to mathematically restore accurate information about cure using a boundary layer correction also called electrode polarization correction.
Another key issue is that AC signals can pass through insulators, such as vacuum bags and release film, but such insulators block DC signals. This has thus been an issue for DC measurements, which have required a hole to be cut so that the DC sensor can be in contact with the polymer. “So this is where using AC measurement is helpful because you can place a sensor almost anywhere you want and reposition it or use an array of sensors to detect resin flow front and cure without affecting the films and auxiliary materials,” says Lee.
Using DEA and case histories
Lambient Technologies asserts its instruments are easy to use. “You position the sensors to monitor your material, plug the sensor cables into the instrument, start your processing and run the software,” says Pomeroy. “The software sets up a default test for 5-minute epoxy to confirm that the equipment is working correctly. We provide this epoxy, test sensors and a quick-start guide that leads the user through this test, step-by-step. We also provide one day of training.”
Lee notes that Lambient works with customers to make sure they have the equipment and knowledge they need. For example, how do you secure sensors for the press? What is the optimal frequency to use? “For many materials, you can find one frequency that will characterize the cure from beginning to end. For other materials, there may be two frequencies that work better. For example, a higher frequency at the beginning and a lower frequency at the end when the material is at its highest resistance to ion flow. It is a matter of trial and error. The nice thing about the LT-451 is that you can test multiple frequencies at once to determine which one is optimal for the material.”
“We have extensive application notes on most materials,” adds Pomeroy. “We have also published a 300-page handbook on DEA and cure monitoring, which is online at our website, as are many other practical resources. That is what is unique about us. We are very transparent about the science so users can understand what is happening.”
An example of a QA/QC case history is Continental Structural Plastics (CSP, Auburn Hills, Mich., U.S.) a manufacturer of sheet molding compound (SMC) and molded SMC parts. “They test each batch of SMC,” says Lee. The process steps include: Preheat press to test temperature; Open press; Put in SMC with specified weight; Close press and start data acquisition; Ion viscosity curves are produced from which Critical Points 1 through 4 are extracted and data is logged. “This is done for each batch to make sure that the materials conform to specifications and will cure as expected.”

Lambient Technologies sensors (left) can be seen on the front and rear of the epoxy molding compound (EMC) mold (center) and are used to monitor cure in molded circuit chips (right).
An example of a manufacturing case history involves a Japanese circuit chip manufacturer using epoxy molding compound. “They use sensors in the mold for their epoxy molding compound press,” says Lee. “They monitor when the material enters and leaves the mold, which is the fill time, and how it cures in between those two points to ensure it has cured consistently. They are analyzing material properties for undercure or overcure, which affects the manufacturability of the integrated circuit package. There is a very narrow window of viscosity during fill time, and they want to monitor that.”
“Similarly, it is possible to monitor prepreg,” says Lee. “The way prepreg cures at the beginning of its life is not the same as how it does at the end of its outlife limit. DEA can monitor changes with aging to monitor the material’s cure behavior from beginning to end of each prepreg roll.” One note here is that carbon fiber is conductive. “If the fibers bridge the electrodes they will short circuit the DEA sensors,” he warns. In this case, a filter is used. “The filter lets resin through the sensors but insulates them from the carbon fiber.”

LT-440 and future cure management
Lambient Technologies claims the LT-440 is the first DEA instrument to enable use of both AC and DC sensors. “The goal of this system is to make it easy to monitor resin cure but we are also developing new software to use this data to manager temperature and thus control the curing process,” says Lee. “For example, using the data from our sensors, the mold or press could be set to open at CP4 (end of cure). We can supply customers with an API [application programming interface] for their equipment.”

The LT-440 is the first DEA instrument enabling use of both AC and DC sensors.
But what about managing the switch between AC to DC measurement? “It’smerely a matter of specifying the frequency you want to use,” says Lee. “For DC measurement, you set frequency to zero. You would need to develop some experience, but we have already discussed where AC and DC have benefits at the beginning versus end of cure and we will be adding to our knowledge base, which is available online.”
“So many people use temperature and time to monitor cure, but this outdated,” says Pomeroy. “DEA is a much better way to monitor cure and stop guessing. DEA provides a way to document that the resin and composite have completed cure and how that cure compares to any other part.” Lee agrees, “Everyone sees the value of it. But it’s hard to change the status quo.” The knowledge that DEA provides, however, will be an advantage necessary for the future of composites manufacturing.
Lambient Technologies cites Spirit AeroSystems (Wichita, Kan., U.S.) and its Prestwick, Scotland facility’s 2017-2018 development of an intelligent, multi-zone heated tool that can reportedly cure composite parts 40% faster and at half the cost versus a traditional autoclave process:
"Instead of curing components at a standard temperature for hours at a time, we can now tailor the cycle time to match individual part geometries," explained Stevie Brown, lead engineer at Spirit's Advanced Technology Centre in Prestwick. "The autoclave has been a bottleneck in manufacturing lines, and removing it will reduce cycle times for components, cut production costs and decrease energy consumption."
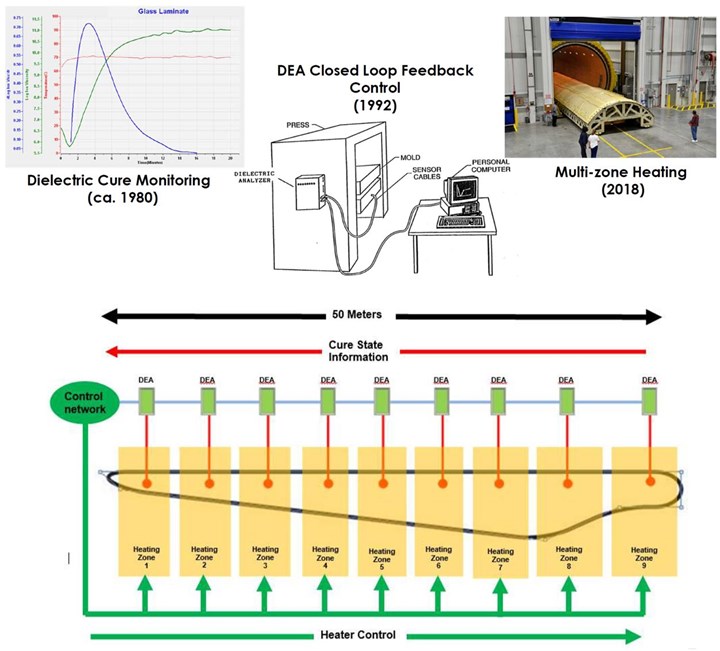
Lambient Technologies shows a convergence of technologies (top) that could be implemented for cure management using a multi-zone, heated tool that enables complete control of the curing process through real-time feedback from cure monitoring. Brazilian wind blade manufacturer Tecsis approached Lambient Technologies to develop a DEA instrument to monitor the cure of epoxy resin at 300 spots along the length of each blade (bottom). This led to the development of the LT-439.
Related Content

Pilot program turns EOL wind blades to liners for pipe infrastructure
TPI Composites, Tex-Tech and Carbon Rivers partner to process wind blades, pyrolyze the material and use the recovered glass fibers to give new life to damaged existing pipelines.
Read More
Formable, reusable tooling achieves complex composite parts
CAMX 2024: Hawthorn Composites is displaying an inner and outer tail boom and a multi-chamber composite trailing edge control surface, enabled via its Smart Tooling solution.
Read More
Nine factors to consider when designing composites cure tooling
Gary Bond discusses the common pitfalls and compromises when designing good cure tooling and their holistic significance for a robust composite production process.
Read More
Uavos delivers curing oven to aerocomposites manufacturer
Composite curing oven meets customer needs with ability to cure complex synthetic and composite parts.
Read MoreRead Next

DC dielectric sensors for industrial composites production
Synthesites in situ process monitoring enables cure decisions based on real-time Tg evaluation that can reduce cure cycles by up to 50%.
Read More
Measuring temperature inside composites and bondlines
ThermoPulse sensors offer Industry 4.0 temperature measurement and digital cure cycle management for bonded composite repairs, laminates and more.
Read More
Contactless measurement of temperature, pressure in composites
Magnetic microwires enable contactless measurement of temperature and pressure during cure and in service.
Read More