
Collaboration produces winning paddleboard
Design, and design for manufacturability, come together in this racing SUP for one-off and serial production.


A winning one-off for boarding enthusiasts. The winner of the grueling 52-km open-ocean Molokai 2 Oahu race in 2015 was Travis Grant, shown here near the finish line on the NSP Molokai Pro Carbon stand-up paddleboard, produced by Cobra International. That custom racing board was transformed into a production version available to the water sports public through NSP Surfboards (Singapore). Source: NSP

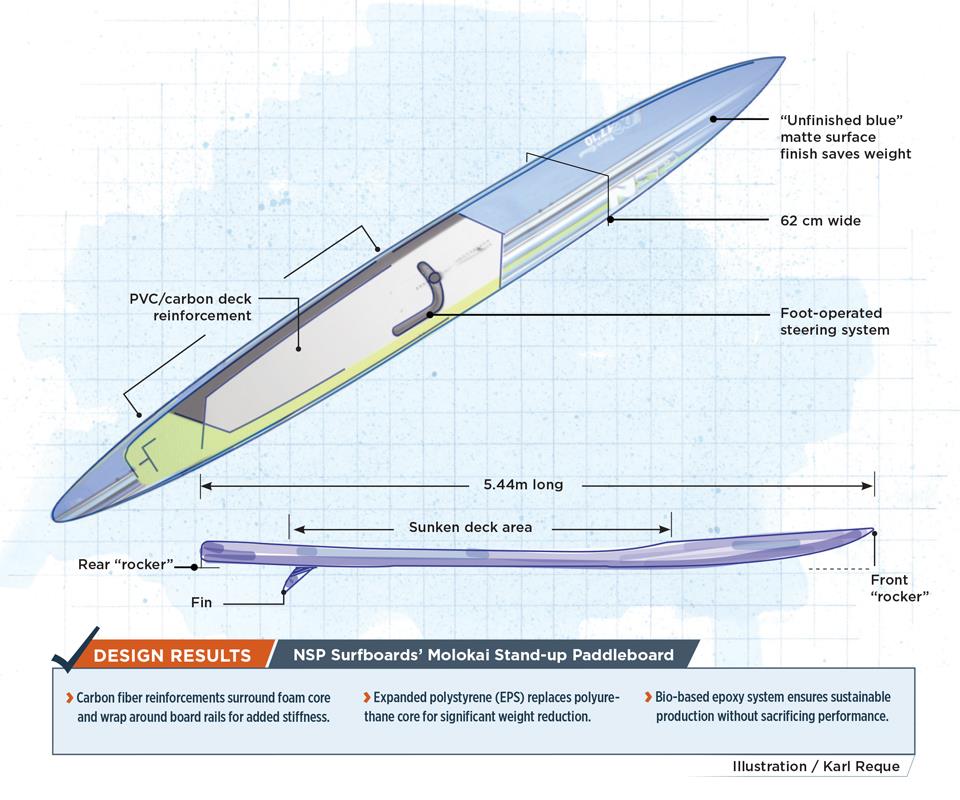
Performance and sustainability goals. The Molokai Pro Carbon board weighs only 14.5 kg, at a length of 5.44m. Its matrix, a bio-based epoxy resin supplied by Sicomin (Chateauneuf les Martigues, France), is now used in at least half of Cobra’s board products to meet the company’s sustainability goals. Note the carbon fiber-reinforced foot-operated steering system, near the front of the standing area. Source: NSP
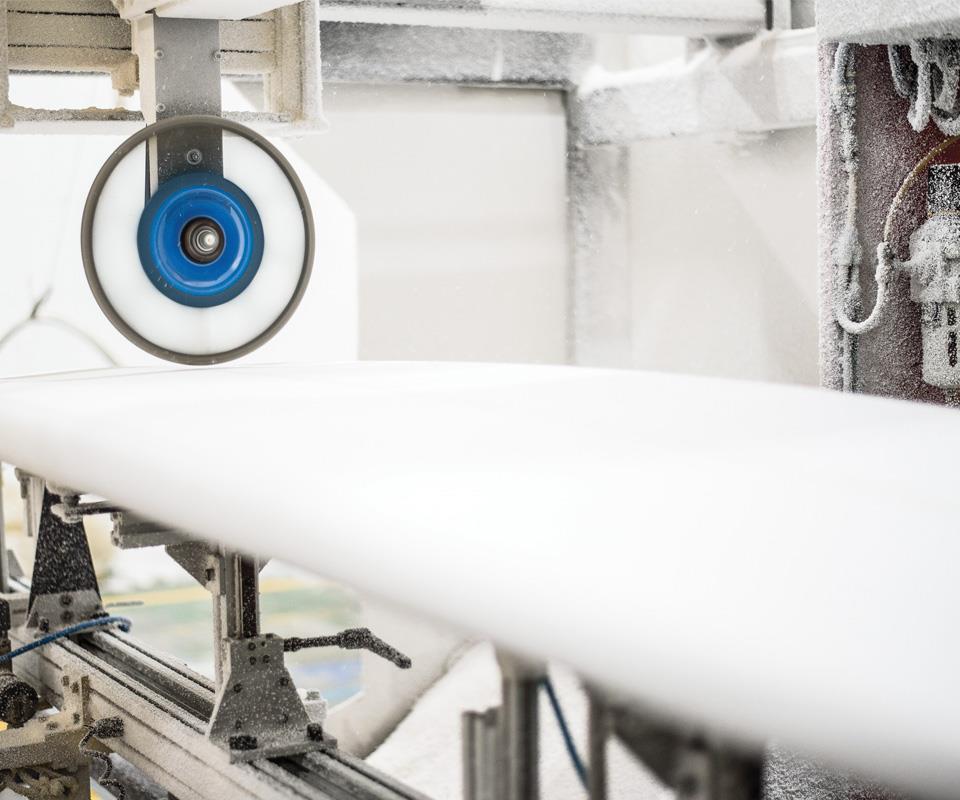
Proprietary foam core methodology. Cobra makes its surfboard and paddleboard foam cores in-house at its facility in Thailand. Here a milling machine shapes an EPS foam “blank” for the core of a production board. Source: Cobra International

A winning combination. As Grant paddles to the finish line, his winning board’s front “rocker” — the slightly higher upturn at the front, which enabled fast gliding — is readily visible. Unseen, but just as important, is its volume — 345 liters — which ensured ample stability during the lengthy ocean race. Source: NSP



Design results:
- Carbon fiber reinforcements surround foam core and wrap around board rails for added stiffness.
- Expanded polystyrene (EPS) replaces polyurethane core for significant weight reduction.
- Bio-based epoxy system ensures sustainable production without sacrificing performance.
In the world of water sport boards, board design is part science and part art. Designers here are called shapers, and are known throughout the industry by name for their unique board styles, produced by hand. Since the early 1960s, when foam-cored fiberglass first replaced wooden boards, composite boards have increasingly been customized by changing length, thickness, nose, tail, rockers, fins and more, for all levels of wave-riding water sports. But beyond the art is the science of new forms of composite materials, and how they can be selected and customized to match a board to a rider’s ability, and even his or her favorite beach.



The world’s largest board manufacturer, Cobra International (Chonburi, Thailand), has seen this interplay of art and science power its company to the forefront of the water sport market, says Danu Chotikapanich, Cobra’s CEO: “We started in 1978 making windsurfing boards, and we’ve grown to 3,000 employees, producing composite board products of all designs in high-volume, serial production for OEM water sports customers.” An ISO-certified company that also makes automotive, architectural, luxury goods and robotic machine parts, Cobra works closely with customers on design, material selection and prototyping, through its Design and Development Center, to create products that, Chotikapanich contends, “excite millions of people around the world.”
When Cobra was recently tasked by global board seller NSP (Singapore) with manufacturing a new lightweight, stiff and strong racing stand-up paddleboard (SUP) for talented team rider Travis Grant for the 2015 Molokai 2 Oahu Ocean Race — 52 km between the two islands — Grant rode the resulting NSP Molokai Pro Carbon board to victory. The board was initially created at Cobra’s facility in Thailand by NSP’s CAD designer Alain Teurquetil, who developed the board’s CAD shape files, together with NSP shaper Dale Chapman, who hand-finished the physical Master Board from CNC-cut foam. Cobra executed the design and built Grant’s winning race board, but then transformed the design for serial production and sale to NSP customers worldwide.
A bit of board background
“Board shapes vary among the disciplines of surf, windsurf and stand-up paddleboard,” explains Chotikapanich, “but basic shape details affect performance the same way across those sports.” For example, boards for slow speeds, such as recreational SUPs, tend to be wider and thicker, delivering greater lift, stability and buoyancy; board edges or “rails” are sharp, also enhancing lift, but “release” the water, reducing drag. Competitive surfboards are narrower and thinner, with softer rails, yielding higher speed and more control to carve into the water. Boards with square tails offer more lift and thus more stability; “pin” tails have less surface area, and dig into the water for active tracking and control.
Historically, the board OEMs for whom Cobra manufactures have conceived of a board for a customer segment, created a shaped master board model and sent the model to Cobra. “We scan the master to digitize the shape, and then use the master to create a mold, to produce the boards in serial production,” says Chotikapanich.
Although NSP was an exception, OEMs increasingly supply Cobra only with the CAD les for boards, from which Cobra builds the masters in-house. Board design software programs typically used include Delcam’s (part of Autodesk, San Rafael, CA, US) PowerSHAPE CAD solution, and CATIA from Dassault Systèmes (Vélizy-Villacoublay, France). Cobra and some of its OEM customers also employ two surfboard-specfific CAD software programs — Shape3D (Paris, France) and AKUShaper (Kailua, HI, US) — which produce designs based on specific inputs about riders (height, weight and ability).
In the case of NSP’s Molokai SUP, Chapman and Teurquetil developed an elongated, narrow board, 5.44m long and 62 cm wide, with a board volume of about 345 liters (one liter of board volume will oat 1 kg of rider weight). Because the board was intended for long-distance ocean racing, a greater volume was specified to ensure ample stability and to keep the nose from diving into ocean waves. To further help with rider stability, the standing area or deck was sunken and thinner than the rest of the board, to help lower the board’s center of gravity — yet overall board stiffness was maintained by placing raised rail profiles around the deck area.
The “rockers,” referring to the degree of upturn at the front and back, were relatively “relaxed,” with slightly more upturn up front than in back, enabling the board to glide easily on at water, maintaining momentum between waves and reducing rider effort. The board’s front was crowned slightly, to better shed water, and its tail was tapered to provide extra control in high winds and large swells. The designers also wanted a carbon fiber-reinforced, foot-operated steering system, to enable the rider to change fin position during the race. The CAD-designed in itself was produced by wet layup, supported by a stainless steel shaft that could fit into a reinforced steering box molded directly into the foam core.
Material selection
Cobra’s task was to produce the race SUP — first as a one-off custom board for Grant, and later, as one of NSP’s ProCarbon Technology production race boards — with tolerances, shape characteristics, stiffness and the price point appropriate to each.
“Board weight links to market segment and price level.” Chotikapanich points out. “Recreational boards are heavier, but less fragile and less expensive, while race boards are lighter, more expensive and require careful handling to prevent dings.” He says that Cobra’s designers play with foam core density, replace glass fiber with carbon or aramid, use higher modulus carbon in some cases for high stiffness, create alternative sandwich structure and, he adds, change fiber orientation from typical ±45° weaves to low angles like ±30°, to meet performance requirements. If a core’s density is very low, for example, more structure is required in the skins, which can add weight. Chotikapanich says that skin laminates can be fashioned as sandwich structures of fiberglass or carbon combined with foam, balsa wood, or other core type. The company also offers a range of natural fibers for boards, including banana fiber, coconut husk fiber and ax.
Cobra drew on long experience and its in-house database of flexure and breaking-load test results during the Molokai racing board’s material selection process. Ultimately, Cobra chose 15.5-kg/m3 epoxy-compatible, closed-cell expanded polystyrene (EPS) foam, which it manufactures in-house, for the board core.
For the board laminate, carbon fiber was the only choice to achieve the lightest weight, while maintaining high stiffness without flex, for maximum speed through the water. Cobra selected Sigmatex (Runcorn, UK) sigmaMX ±45° woven biaxial at, noncrimp carbon fabric, for the board bottom. A Sigmatex 3K carbon plain-weave fabric was used for the deck, because it offered greater impact resistance than the biaxial, notes Chotikapanich. The board rails were “double wrapped,” that is, the biaxial on the bottom was brought up over the rail, and the plain weave on top was wrapped over it. Then unidirectional carbon fiber tape was applied along the rails. is tripled the carbon thickness to maintain good stiffness over the board’s length.
A polyvinyl chloride (PVC) sandwich laminate was added to the deck to increase durability and strength in the standing area. A 3-mm-thick sheet of PVC was cut to measure and placed between a layer of fiberglass and the carbon plain weave, after the deck area was cut down by 3 mm to make room for the PVC. And, a smaller 20-cm wide fiberglass- wrapped PVC stringer was placed lengthwise in the nose area, to reduce vibration and ex while the board is under load, explains Chotikapanich: “PVC is much stronger than EPS, but it is heavier, about 80 kg/m3, and it adds some cost.” Because the sharper tail shape is more susceptible to damage, a ply of Innegra high-modulus polypropylene (HMPP) fiber, from Innegra Technologies (Greenville, SC, US), in the tail area helps resist impact damage. The fin box, to which the carbon fiber fin is attached, was reinforced with fiberglass fabric, carbonfi ber fabric, PU foam, aluminum and HMMP, to maintain structural integrity in all conditions.
Cobra specified Sicomin Epoxy Systems’ (Chateauneuf les Martigues, France) trademarked GreenPoxy bio-based resin, currently used in at least half of its board products. Chotikapanich says Cobra’s transition to bio-based resin began in 2016, motivated by the nature of the recreational board market and Cobra’s desire to employ sustainable practices. But, he says, “the resin performance had to be the same as legacy epoxy, and Sicomin has proved that it is — our customers see no difference. We’re hoping to use GreenPoxy in 80-90% of our products, going forward.”
Producing a winning board
Cobra produced Grant’s race board in a wet layup, vacuum-bagged process, in one shot. (A two-part composite mold was produced following the race for production of boards on demand for NSP, in a vacuum molding process.) Chotikapanich points out the finish on the board, which he calls “unfinished blue,” was minimized to save weight: “Rather than painting the entire part, we applied a very light coat, then sanded off some of it, so that the carbon shows through faintly. It would have taken 2 kg of paint to cover the entire board!”
Ultimately, the racing SUP, nearly 3 times as long as Grant is tall, weighs only 14.5 kg. Grant points out on social media that he’s happy to be winning on factory boards that anyone can buy: “I feel I’m on the best board out there, every time I race.”







Related Content

TU Munich develops cuboidal conformable tanks using carbon fiber composites for increased hydrogen storage
Flat tank enabling standard platform for BEV and FCEV uses thermoplastic and thermoset composites, overwrapped skeleton design in pursuit of 25% more H2 storage.
Read More
Welding is not bonding
Discussion of the issues in our understanding of thermoplastic composite welded structures and certification of the latest materials and welding technologies for future airframes.
Read More
Bio-based acrylonitrile for carbon fiber manufacture
The quest for a sustainable source of acrylonitrile for carbon fiber manufacture has made the leap from the lab to the market.
Read More
The potential for thermoplastic composite nacelles
Collins Aerospace draws on global team, decades of experience to demonstrate large, curved AFP and welded structures for the next generation of aircraft.
Read MoreRead Next

VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More