
Connecting composites to steel
Hyconnect combines glass and steel fibers with welding to lightweight structures.




This blog is a companion piece to my Dec 2019 feature article, “Removing barriers to lightweighting ships with composites”, sharing a few more details and visuals.
Hyconnect GmbH (Hamburg, Germany) is a startup founded by Dr. Lars Molter, a naval architect and 10-year veteran of the Center of Maritime Technologies (CMT, Hamburg, Germany), an R&D center for the German maritime industry. “The German companies building megayachts and cruise vessels all have the same problem,” says Molter. “Their customers want to add more equipment, another deck, more insulation against noise and temperature or new design features, such as curved shapes and integrated lighting. Even if they can do these designs with aluminum or steel, it is very time- and cost-intensive.”




Ships are typically built in blocks of welded steel components for faster assembly, as shown here. The FAUSST joint system enables large composite wall panels or other structures to be welded into these steel frameworks, offering lightweight construction using current ship production methods. SOURCE | Meyer Werft
Issues with adhesive bonding in hybrid structures
Molter and many others can see the benefits that composites can provide for ships, but currently, ships are built in steel. There are many working to develop all-composite ships, but in the meantime, there is a significant opportunity to reduce ship weight and emissions with a variety of composite components. One issue, however, is how to join them to the ship’s steel framework. “We looked at bonding,” he explains, “but there isn’t a standardized joint design you can use in all ships and there are no general rules on how to apply adhesive bonding in SOLAS.”
The Safety Of Life At Sea (SOLAS) regulations, issued by the International Maritime Organization (IMO, London, U.K.), required that commercial ships be built in steel until 2002, when MSC/Circ. 1002 was issued, permitting alternative designs. These alternatives, however, require a risk analysis to be performed, showing that the alternative design and construction is equivalent to steel — a process which is long, expensive and bespoke for each vessel built.
“We asked DNV GL what they would approve for dissimilar-material joints,” says Molter. “They said primary structure would typically require a mechanical attachment; pure bonding would not be certified easily without redundant fasteners.” These issues with bespoke certification and regulatory authority requirement for redundant fasteners vs. purely bonded primary structures are identically present in commercial aircraft. “Also, with bonding, you must control the environment and the process,” he says, noting this is difficult amid the welding and cutting which typically dominate shipyard construction.
FAUSST joints
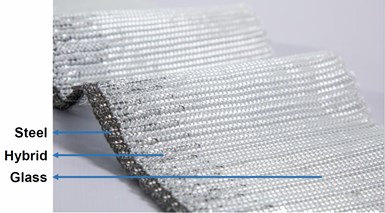
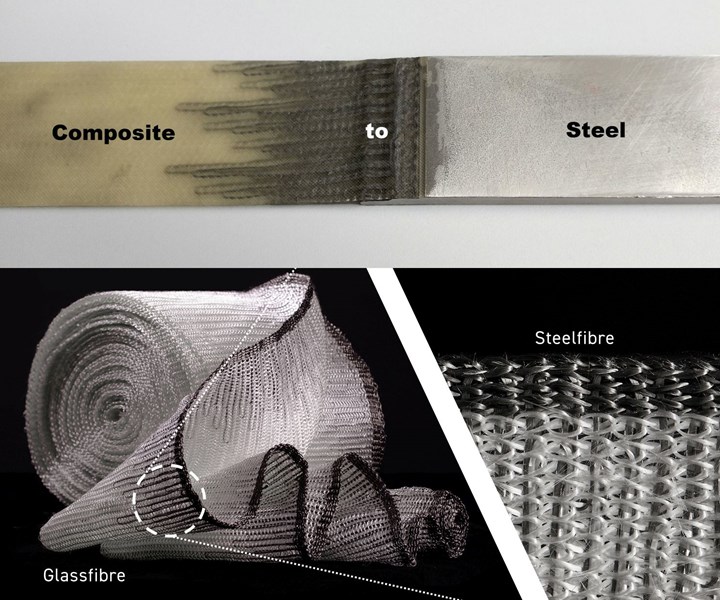
FAUSST hybrid fabric combining glass fiber and steel fiber. SOURCE | Hyconnet
“So, we needed a no-bond solution but with a mechanical attachment,” says Molter. “We kept wondering how do we connect fibers to metal?” CMT would answer that in the German-funded FAUSST (Fiber and Steel Standard joint) project, which developed, in cooperation with Fritz Moll Textilwerke (Altshausen, Germany), a hybrid warp knitted textile that transitions from 100% glass fibers to 100% steel fibers.
The fabric architecture is designed so that the steel and glass fibers meander and overlap, which achieves load transfer due to friction as well as interlocking at the crossing points. This architecture also balances knitted fabric for mechanical interlocking with unidirectional fibers for carrying load through the joint. The fabric is produced with an electronically controlled knitting machine at speeds of up to 100 meters/hour.
The next step is to attach this to a metal connector, which could be a plate or hollow profile. The steel fibers are welded to the connector using resistance seam welding (press welding) with a large copper electrode wheel. Molter explains this is like spot welding in automotive but adapted to produce a long, continuous seam. This process enables efficient production of FAUSST connectors with one or several layers of fabric using a robust and well-known process.
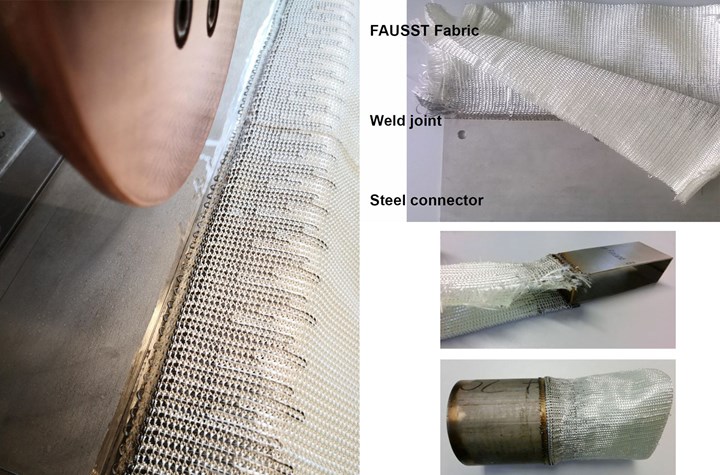
Hyconnect uses seam welding to join FAUSST fabric to steel connectors. SOURCE | Hyconnect.
This is what Hyconnect sells: the fabric welded to a steel connector. “A shipyard or its composite structures supplier decides to use our joint system,” Molter explains. “They specify the joint load and type of steel connector and we then design and produce the FAUSST joint. This is what we deliver and they then infuse that into their composite structures and the shipyard then welds these into the ship’s steel framework.”
Managing stiffness and CTE mismatch
There is a stiffness mismatch between the steel fibers and glass fibers in the FAUSST hybrid fabric. Molter explains this is mitigated somewhat by the way the fabric is manufactured, “using 5-7 plies where yarns are interlocked, and we vary how far the steel fibers extend into the glass fiber fabric. You don’t want big peaks in load transfer. We can modify the stiffness by modifying these layers and their constituent fibers, for example, the percentage and direction of glass fiber, etc.” Additional ± 45° fibers can be added to handle higher shear stress and also helps to manage the different coefficients of thermal expansion (CTE) between the steel connector and glass fiber composite. “We can also design for higher loads or special constructions by reinforcing through the thickness using tufted fibers,” Molter explains.
Thickness mismatch between the steel connector and the fiber reinforced plastic (FRP) must also be addressed. “The neutral axis of both materials must be aligned,” says Molter. “This is typically achieved by machining the edge of the steel connector to a 30° taper, creating, in effect, a taper joint for efficient load transfer to the FRP.”
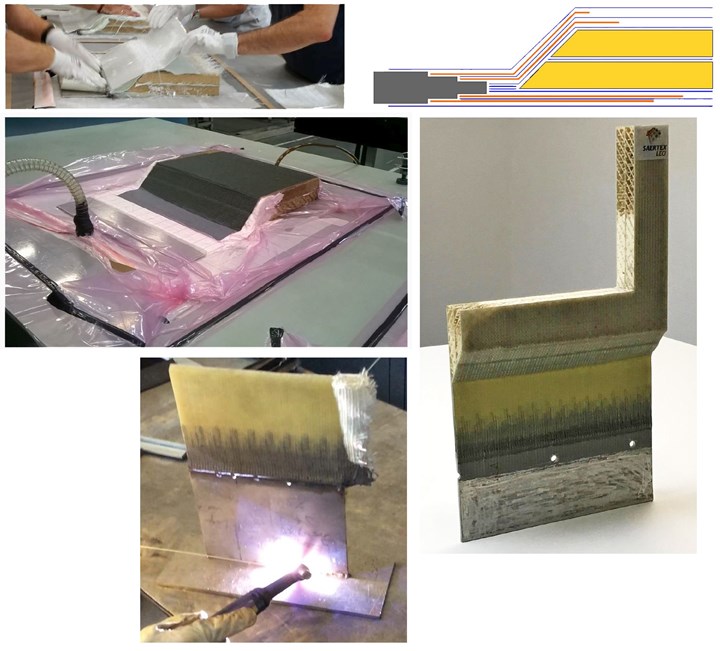
Hyconnect designs and produces FAUSST joints, which are then infused into composite structures and, finally, welded into a ship’s steel framework. SOURCE | Hyconnect.
Developing a standardized joint system
Molter left CMT and founded Hyconnect in 2018 to commercialize the FAUSST joint technology. The company has worked with a variety of industry partners and regulatory authorities to perform testing and iterate joint designs. The goal is to develop a “family” of FAUSST joint products. “There is a linear increase in load-carrying capability by applying more layers of FAUSST fabric,” Molter explains. “So, a base product could be four layers of FAUSST with a 1-meter flat bar welded to it, rated for a certain tensile and bending load. Then there would be some products available to the left, using two or three layers for a lower load rating, and some to the right, such as five or six layers for a higher load rating. We are still finalizing these details, but the goal is a standardized, easy-to-use system.”
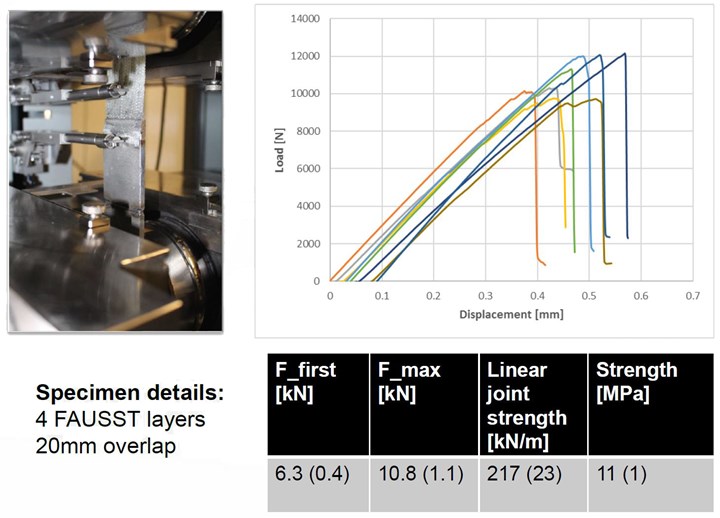
Hyconnect testing of joints comprising four layers of FAUSST fabric provide 217 kN/M liner joint strength. SOURCE | Hyconnect.
Mechanical characterization of the FAUSST joint products are still in progress, but Molter points out they are competitive with adhesive joints. “They also allow 100% inspection using ultrasound or X-ray testing of the weld,” he adds. Prototypes are currently being produced for selected customers and will scale up in 2020.
Meanwhile, Hyconnect has also had interest from automotive companies and manufacturers interested in rail applications. “There is potential to use this technology for metal inserts and we also see possible applications in building construction,” says Molter. “More and more industries see the value of hybrid structures and the possibility for short assembly times using pre-outfitted semi-finished products.”







Related Content

Revisiting the OceanGate Titan disaster
A year has passed since the tragic loss of the Titan submersible that claimed the lives of five people. What lessons have been learned from the disaster?
Read More
Large-format 3D printing enables toolless, rapid production for AUVs
Dive Technologies started by 3D printing prototypes of its composite autonomous underwater vehicles, but AM became the solution for customizable, toolless production.
Read More
Alliance for European Flax-Linen and Hemp reports increasing flax fiber adoption in marine
The natural fiber is increasing traction across several marine applications, including in projects by Greenboats, Northern Light Composites, the Beneteau Group and others.
Read More
Composites end markets: Boatbuilding and marine (2025)
As 2023-2024 consumer demand slows, boat and marine vessel manufacturers continue to focus on decarbonization and new technologies using composites.
Read MoreRead Next

VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More