
Corvette converts floor panels, wheelhousings from glass to chopped carbon
Since 1953, General Motor's Chevrolet Corvette has been a trendsetter in glass-reinforced automotive composites and has served as the test bed for many GM innovations.



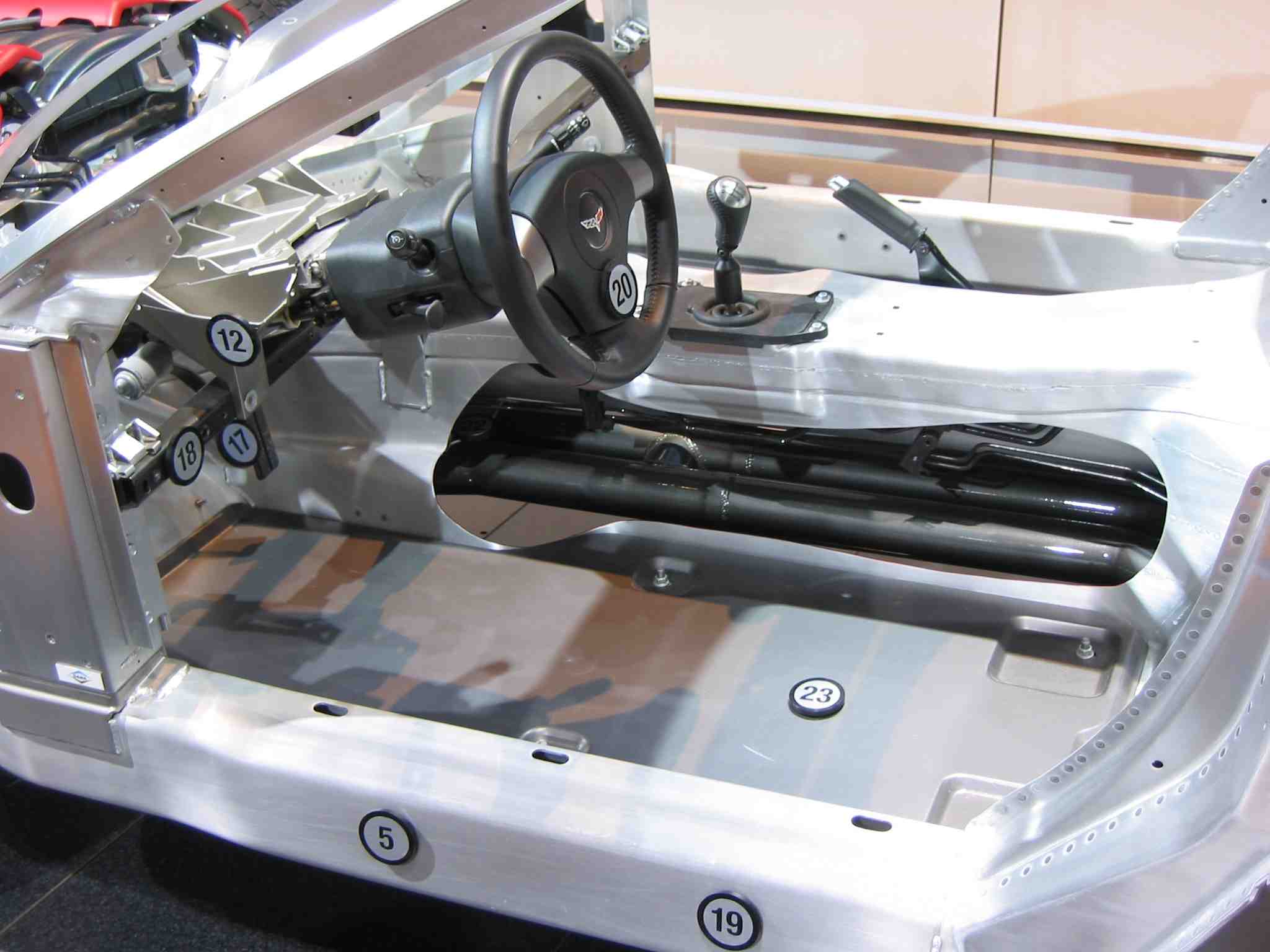
The floor panel (#23), as manufactured by Molded Fiber Glass, attached to the frame, on display at the 2005 Detroit Auto Show. Source: Austen Van Otten

The 2006 Corvette Z06. Source: GM
Since 1953, General Motor's Chevrolet Corvette has been a trendsetter in glass-reinforced automotive composites and has served as the test bed for many GM innovations. Recently, those innovations have included carbon fiber-reinforced body parts. The first was a carbon-fiber prepreg hood for Corvette's 2004 LeMans Commemorative Edition Z06 — also the first attempt by a U.S. automaker to produce an exterior body panel from an autoclaved carbon composite (see "Editor's Picks," at right). More recently, Corvette engineers developed front fenders for the 2006 Corvette Z06, using similar technology (see "Editor's Picks," at right). The successful hood and fender programs inspired GM to attempt the use of carbon elsewhere in the Z06.
Prior to the 2006 model year, Molded Fiber Glass Cos. (MFG, Ashtabula, Ohio) manufactured Corvette floor panels using a sandwich construction that featured end-grain balsa core, machined to shape and supplied by Alcan Baltek Corp. (Northvale, N.J.), between facesheets of Owens-Corning's (Toledo, Ohio) M8610 glass mat, wet out with resin supplied by Ashland Inc. (Dublin, Ohio) at a 20 percent fiber loading. Nominal part thickness was 1.25 mm/0.049 inch, with a mass of 4.54 kg/10.0 lb.



Since the floor panel design carries most of its mass in its facesheets, MFG calculated that it could reduce the weight of each panel by 1.5 kg/3.3 lb, if the glass were replaced by carbon. MFG approached GM with the idea of making the carbon parts without radical process changes. MFG engineers determined that existing tooling could be used to make the Z06 carbon floor panels, since the part thickness was identical to the floor panels from the base C6. They also reported that the wheelhouse tools could be adapted easily to accommodate a reduction in thickness for a carbon part. This was possible because the tooling used in compression molding is equipped with telescoping shear edges, which permit the edge of the top tool to slide into the lower mold cavity, with a very precise fit. This "telescoping" effect between the top and bottom mold at the interface creates a shear edge mold closure that allows full hydraulic pressure to be maintained on the entire part during the cure, independent of the part's thickness. Therefore, GM engineers could simply refit the shear and change the stops to permit the molding of a thinner part.
The focus then shifted to exploring carbon reinforcement forms for the facesheets. Unidirectional mats were prone to splitting parallel to the fiber direction, and woven mats lacked sufficient strength and stiffness in all but the fiber direction. These materials were eliminated from the test matrix. A chopped carbon mat with random fiber orientation, similar to the fiberglass mat used in the existing design, made it to the testing stage, but was ultimately eliminated. MFG discovered that due to carbon's decreased mass, compared to glass, the open chopping process they used to make the glass mat created a great deal of airborne dust, which could result in a fire or explosion.
Meanwhile, epoxy, vinyl-ester and polyester resin systems were tested to find a resin system that would enable a cure time of 10 minutes or less while providing satisfactory adhesion.
Ultimately, the fiber and resin trials led MFG to create Carbon Molding Compound (CMC), based on chopped mat made with 24K carbon tow from Toray Carbon Fibers America Inc. (Flower Mound, Texas). Chopping occurs in a sealed, negative-pressure room to prevent dust from leaking into other areas. Immediately after chopping, the carbon mat is impregnated at a fiber-resin ratio of 25 percent with a resin from Ashland . After a five-day maturation period, it is ready to be processed.
For the wheelhouses, MFG used the same CMC material used in floor panel facesheets; however, without a core to create an I-beam, the stiffness of the wheelhouse's solid laminate decreased in the thinner carbon parts. Since the wheelhouses are not in the car's primary load path, part stiffness is required primarily to maintain the same resonant frequency as the rest of the vehicle, to reduce noise caused by vibrations. As a corrective, MFG used 3M (St. Paul, Minn.) Scotchlite glass spheres as filler in the wheelhouse CMC. The spheres helped maintain the stiffness achieved in the previous glass-reinforced wheelhouses, but enabled a decrease in mass of 0.73 kg/1.61 lb per wheelhouse or 1.46 kg/3.23 lb per vehicle.








Related Content

SmartValves offer improvements over traditional vacuum bag ports
Developed to resolve tilting and close-off issues, SmartValves eliminate cutting through vacuum bags while offering reduced process time and maintenance.
Read More
Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read More
From the CW Archives: Airbus A400M cargo door
The inaugural CW From the Archives revisits Sara Black’s 2007 story on out-of-autoclave infusion used to fabricate the massive composite upper cargo door for the Airbus A400M military airlifter.
Read More
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read MoreRead Next

Corvette Z06 adds carbon fiber fenders
Molder meets GM's performance, weight-reduction goals and achieves 14,000-part production target with autoclave-cured prepreg.
Read More
Corvette gets leaner with carbon fiber hood
Advances in materials and processing yield high-volume, low-mass hood for GM flagship.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More