





Unitized composite gear-driveshaft. Herone uses braided thermoplastic composite prepreg tapes as preforms for a process which consolidates the driveshaft laminate and overmolds functional elements such as gears, producing unitized structures which reduce weight, part count, assembly time and cost. Source for all images | herone
Current projections call for a doubling of the commercial aircraft fleet over the next 20 years. To accommodate this, production rates in 2019 for composites-intensive widebody jetliners vary from 10 to 14 per month per OEM, while narrowbodies have already ramped to 60 per month per OEM. Airbus specifically is working with suppliers to switch traditional yet time-intensive, hand layup prepreg parts on the A320 to parts made via faster, 20-minute cycle time processes such as high-pressure resin transfer molding (HP-RTM), thus helping part suppliers meet a further push toward 100 aircraft per month. Meanwhile, the emerging urban air mobility and transport market is forecasting a need for 3,000 electric vertical takeoff and landing (EVTOL) aircraft per year (250 per month).



“The industry requires automated production technologies with shortened cycle times that also allow for integrating functions, which are offered by thermoplastic composites,” says Daniel Barfuss, co-founder and managing partner of herone (Dresden, Germany), a composites technology and parts manufacturing firm that uses high-performance thermoplastic matrix materials from polyphenylenesulfide (PPS) to polyetheretherketone (PEEK), polyetherketoneketone (PEKK) and polyaryletherketone (PAEK). “Our main objective is to combine the high performance of thermoplastic composites (TPCs) with lower cost, to enable tailored parts for a wider variety of serial manufacturing applications and new applications,” adds Dr. Christian Garthaus, herone’s second co-founder and managing partner.
To achieve this, the company has developed a new approach, starting with fully impregnated, continuous fiber tapes, braiding these tapes to form a hollow preform “organoTube” and consolidating the organoTubes into profiles with variable cross-sections and shapes. In a subsequent process step, it uses the weldability and thermoformability of TPCs to integrate functional elements such as composite gears onto driveshafts, end-fittings onto pipes, or load transfer elements into tension-compression struts. Barfuss adds there is the option to use a hybrid molding process — developed by ketone matrix supplier Victrex (Cleveleys, Lancashire, U.K.) and parts supplier Tri-Mack (Bristol, R.I., U.S.) — that uses lower melt temperature PAEK tape for the profiles and PEEK for the overmolding, enabling a fused, single material across the join (see “Overmolding expands PEEK’s range in composites”). “Our adaptation also enables geometrical form-locking,” he adds, “which produces integrated structures that can withstand even higher loads.”
Braided organoTube-based molding process
The herone process starts with fully impregnated carbon fiber-reinforced thermoplastic tapes that are braided into organoTubes and consolidated. “We started working with these organoTubes 10 years ago, developing composite hydraulic pipes for aviation,” says Garthaus. He explains that because no two aircraft hydraulic pipes have the same geometry, a mold would be needed for each one, using existing technology. “We needed a pipe that could be post-processed to achieve the individual pipe geometry. So, the idea was to make continuous composite profiles and then CNC bend these into the desired geometries.”

Fig. 2 Braided prepreg tapes provide net-shape preforms called organoTubes for herone’s injection-forming process and enable production of various shapes.
This sounds similar to what Sigma Precision Components (Hinckley, U.K.) is doing (see “Redressing aeroengines with composite pipes”) with its carbon fiber/PEEK engine dressing. “They are looking at similar parts but use a different consolidation method,” Garthaus explains. “With our approach, we see potential for increased performance, such as less than 2% porosity for aerospace structures.”
Garthaus’ Ph.D. thesis work at the ILK explored using continuous thermoplastic composite (TPC) pultrusion to produce braided tubes, which resulted in a patented continuous manufacturing process for TPC tubes and profiles. However, for now, herone has chosen to work with aviation suppliers and customers using a discontinuous molding process. “This gives us the freedom to make all of the various shapes, including curved profiles and those with varying cross-section, as well as applying local patches and ply drop-offs,” he explains. “We are working to automate the process for integrating local patches and then co-consolidating them with the composite profile. Basically, everything that you can do with flat laminates and shells, we can do for tubes and profiles.”
Making these TPC hollow profiles was actually one of the hardest challenges, says Garthaus. “You cannot use stamp-forming or blow-molding with a silicone bladder; so, we had to develop a new process.” But this process enables very high-performance and tailorable tube and shaft-based parts, he notes. It also enabled using the hybrid molding that Victrex developed, where lower melt temperature PAEK is overmolded with PEEK, consolidating the organosheet and injection molding in a single step.

Another notable aspect of using organoTube braided tape preforms is that they produce very little waste. “With braiding, we have less than 2% waste, and because it is TPC tape, we can use this small amount of waste back in the overmolding to get the material utilization rate up to 100%,” Garthaus emphasizes.
Developing a company and gearshaft demonstrator
Barfuss and Garthaus began their development work as researchers at the Institute of Lightweight Engineering and Polymer Technology (ILK) at TU Dresden. “This is one of the largest European institutes for composites and hybrid lightweight designs,” notes Barfuss. He and Garthaus worked there for almost 10 years on a number of developments, including continuous TPC pultrusion and different types of joining. That work eventually was distilled into what is now the herone TPC process technology.
“We then applied to the German EXIST program, which is aimed at transferring such technology to industry and funds 40-60 projects each year in a wide range of research fields,” says Barfuss. “We received funding for capital equipment, four employees and investment for the next step of scale-up.” They formed herone in May 2018 after exhibiting at JEC World.
By JEC World 2019, herone had produced a range of demonstration parts, including a lightweight, high-torque, integrated gear driveshaft, or gearshaft. “We use a carbon fiber/PAEK tape organoTube braided at the angles required by the part and consolidate that into a tube,” Barfuss explains. “We then preheat the tube at 200°C and overmold it with a gear made by injecting short carbon fiber-reinforced PEEK at 380°C.” The overmolding was modeled using Moldflow Insight from Autodesk (San Rafael, Calif., U.S.). Mold fill time was optimized to 40.5 seconds and achieved using an Arburg (Lossburg, Germany) ALLROUNDER injection molding machine.
This overmolding not only reduces assembly costs, manufacturing steps and logistics, but it also enhances performance. The difference of 40°C between the melt temperature of the PAEK shaft and that of the overmolded PEEK gear enables cohesive melt-bonding between the two at the molecular level. A second type of join mechanism, form-locking, is achieved by using the injection pressure to simultaneously thermoform the shaft during overmolding to create a form-locking contour. This can be seen in Fig. 1 below as “injection-forming”. It creates a corrugated or sinusoidal circumference where the gear is joined versus a smooth circular cross-section, which results in a geometrically locking form. This further enhances the strength of the integrated gearshaft, as demonstrated in testing (see graph at bottom right).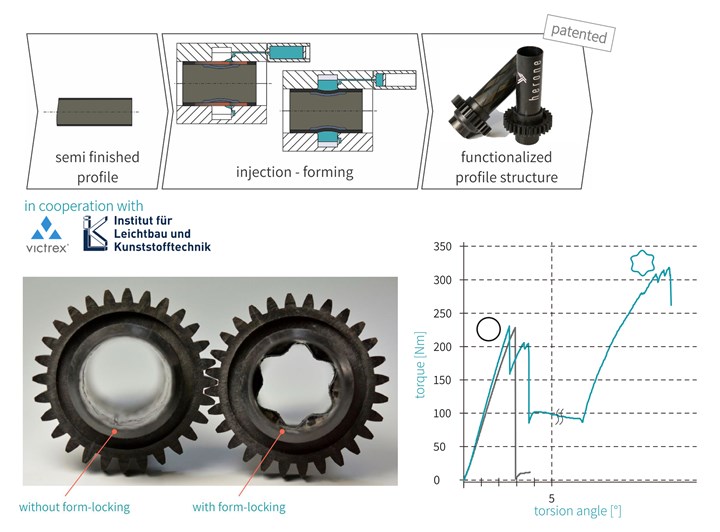
Tailored form-locking and wear surfaces
“A lot of people are achieving cohesive melt-bonding during overmolding,” says Garthaus, “and others are using form-locking in composites, but the key is to combine both into a single, automated process.” He explains that for the test results in Fig. 1, both the shaft and full circumference of the gear were clamped separately, then rotated to induce shear loading. The first failure on the graph is marked by a circle to indicate it is for an overmolded PEEK gear without form-locking. The second failure is marked by a crimped circle resembling a star, indicating testing of an overmolded gear with form-locking. “In this case, you have both a cohesive and form-locked join,” says Garthaus, “and you gain almost a 44% increase in torque load.” The challenge now, he says, is to get the form-locking to take up load at an earlier stage to further increase the torque this gearshaft will handle before failure.
An important point about the contour form-locking that herone achieves with its injection-forming is that it is completely tailored to the individual part and the loading that part must withstand. For example, in the gearshaft, the form-locking is circumferential, but in the tension-compression struts below, it is axial. “This why what we have developed is a broader approach,” says Garthaus. “How we integrate functions and parts depends on the individual application, but the more we can do this, the more weight and cost we can save.”
Also, the short-fiber reinforced ketone used in overmolded functional elements like gears provides excellent wear surfaces. Victrex has proven this and in fact, markets this fact for its PEEK and PAEK materials.
Extending the approach to struts
Barfuss points out that the integrated gearshaft, which was recognized with a 2019 JEC World Innovation Award in the aerospace category, is a “demonstration of our approach, not just a process focused on a single application. We wanted to explore how much we could streamline the manufacturing and exploit the properties of TPCs to produce functionalized, integrated structures.” The company is currently optimizing tension-compression rods, used in applications like struts.

Fig. 3 Tension-compression struts
Injection-forming is extended to struts, where herone overmolds a metal load transfer element into the part structure using axial form-locking to increase the join strength.
The functional element for the tension-compression struts is a metallic interface part that transfers loads to and from the metal fork to the composite tube (see illustration below). Injection-forming is used to integrate the metallic load introduction element into the composite strut body.
“The main benefit we give is to decrease the number of parts,” he notes. “This simplifies fatigue, which is a big challenge for aircraft strut applications. Form-locking is already used in thermoset composites with a plastic or metal insert, but there is no cohesive bonding, so you can get a slight movement between the parts. Our approach, however, provides a unitized structure with no such movement.”
Garthaus cites damage tolerance as another challenge for these parts. “You have to impact the struts and then do fatigue testing,” he explains. “Because we are using high-performance thermoplastic matrix materials, we can achieve as much as 40% higher damage tolerance versus thermosets, and also any microcracks from impact grow less with fatigue loading.”
Even though demonstration struts show a metal insert, herone is currently developing an all-thermoplastic solution, enabling cohesive bonding between the composite strut body and the load introduction element. “When we can, we prefer to stay all-composite and adjust properties by altering the type of fiber reinforcement, including carbon, glass, continuous and short fiber,” says Garthaus. “In this way, we minimize complexity and interface issues. For example, we have much less problems compared to combining thermosets and thermoplastics.” In addition, the bond between PAEK and PEEK has been tested by Tri-Mack with results showing it has 85% of the strength of a base unidirectional CF/PAEK laminate and is twice as strong as adhesive bonds using industry-standard epoxy film adhesive.
New factory, new parts, new markets
Barfuss says herone now has nine employees and is transitioning from a supplier of technology development to a supplier of aviation parts. Its next big step is the development of a new factory in Dresden. “By the end of 2020 we will have a pilot plant producing first series parts,” he says. “We are already working with aviation OEMs and key Tier 1 suppliers, demonstrating designs for many different types of applications.”
The company is also working with eVTOL suppliers and a variety of collaborators in the U.S. As herone matures aviation applications, it is also gaining manufacturing experience with sporting goods applications including bats and bicycle components. “Our technology can produce a wide range of complex parts with performance, cycle time and cost benefits,” says Garthaus. “Our cycle time using PEEK is 20 minutes, versus 240 minutes using autoclave-cured prepreg. We see a wide field of opportunities, but for now, our focus is on getting our first applications into production and demonstrating the value of such parts to the market.”
Herone will also be presenting at Carbon Fiber 2019. Learn more about the event at carbonfiberevent.com.








Related Content

Sulapac introduces Sulapac Flow 1.7 to replace PLA, ABS and PP in FDM, FGF
Available as filament and granules for extrusion, new wood composite matches properties yet is compostable, eliminates microplastics and reduces carbon footprint.
Read More
Bio-based acrylonitrile for carbon fiber manufacture
The quest for a sustainable source of acrylonitrile for carbon fiber manufacture has made the leap from the lab to the market.
Read More
The lessons behind OceanGate
Carbon fiber composites faced much criticism in the wake of the OceanGate submersible accident. CW’s publisher Jeff Sloan explains that it’s not that simple.
Read More
Natural fiber composites: Growing to fit sustainability needs
Led by global and industry-wide sustainability goals, commercial interest in flax and hemp fiber-reinforced composites grows into higher-performance, higher-volume applications.
Read MoreRead Next

Re-dressing aeroengines with composite pipes
Sigma Lite braided carbon fiber/thermoplastic pipe cuts jet engine weight yet meets challenging design and manufacturing requirements.
Read More
Overmolding expands PEEK’s range in composites
A new polymer and a hybrid process enable production of complex, high-load-capable, fiber-reinforced brackets and clips in minutes.
Read More
Carbon fiber will enable air taxi eVTOLs
Aircraft and autos have indeed faced CFRP production woes, but new tech opens door for both.
Read More