
Newer surfacing films reduce surface on demolded composite parts
A wide variety of products reduces finishing costs in many applications.



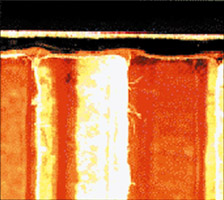
Source: Loctite AerospaceCore mark-through is caused by carbon fiber prepreg forced to the part's surface by pressure exerted through the honeycomb cell walls in conventional, unfilled, adhesive-type films (magnification approximately 15x).

Source: RaytheonSurfacing films significantly improve productivity in the manufacturing of aircraft such as this from Raytheon Co.

Source: General MotorsGM's Chevrolet division qualified SynSkin for use on the carbon/epoxy hood manufactured for its Corvette Z06 Commemorative Edition.
We may never know for sure who first used surfacing films for composites. Early forms were simply structural film adhesives or non-structural prepregs, laid against the mold to cover the primary prepreg, since the resins used in structural prepregs often do not provide a sufficiently blemish-free surface. The extra layer provided a smoother surface than the prepreg alone and allowed for sanding and polishing and without cutting into the prepreg itself. While resin-rich, adhesive-based surfacing films, such as Hysol EA 9695, Cytec FM 300 and Cytec MB 1515, are still viable in many applications, a number of materials have been developed in recent years, designed specifically for surfacing. Several eliminate most, if not all, of the time, labor and materials required for the sand/fill/sand cycle.
A better look with less labor
In composite applications ranging from aerospace to automotive to sporting goods, aesthetics are critical and the smallest surface irregularities may be cause for part rejection. The most common imperfections are pinholes, caused by tiny pockets of gas released during the curing process. Some products may look glassy and smooth right out of the mold, but when scuff-sanded to enhance primer adhesion, pinholes appear. Other surface imperfections include print-through from honeycomb core and fabric weave patterns. Older molds may contain surface damage that is mirrored on the surface of the part, which needs to be smoothed out after cure, as well.



The traditional fix for these part surface blemishes is to go through a sand/fill/sand cycle, which sometimes must be repeated several times before the surface is blemish-free and ready to prime. The part sits idle while the filler cures, then waits for the next available technician for another sanding cycle. Moreover, the parts take up valuable space as well as labor, reducing overall production capacity. Surfacing films are designed to yield a blemish-free, ready-to-prime surface straight from the mold, with minimal surface prep, (e.g., only a quick clean to remove mold release agents).
Surfacing films need not have the mechanical properties of structural adhesives, which frees formulators to concentrate on the characteristics that are required for surfacing. Ray Cornwell, technical representative for SIA Adhesives Inc. (a division of Sovereign Specialty Chemicals Inc., Akron, Ohio, U.S.A.) explains, "In structural film adhesives the properties emphasized are peel, shear, and flatwise tension strength. With surfacing films, the emphasis is on gel, flow, drape, cyclic durability and paintability - things not typically looked at for a bonding film." Products also must pass paint adhesion tests and are sometimes tested for long-term microcracking resistance.
Generally, surfacing films weigh in between 0.15 to 0.17 kg/m² (0.030 to 0.035 lb/ft²), though heavier materials are available for some applications. Surfacing films tend to be ultra-low in volatiles, to minimize the off-gassing that causes pinholes. Often one-side tacky and repositionable for ease of use in a mold, the films possess flow-to-fill surface features on the prepreg side and are able to replicate joggles and other features on the mold side. Most work best in autoclave cures, but some are suitable for vacuum-bag processing. Some are compatible with a variety of resins, including epoxy, phenolic and polyester.
Most are available plain or with an embedded conductive metal mesh. Thin copper or aluminum wire meshes are used by some aircraft manufacturers for lightning strike protection. Historically, a layer of film adhesive was applied to the mold, and then the conductive mesh was applied and overlaid with structural prepreg layers. But the metal meshes are very thin and tear easily, so layup was difficult and time consuming. Most users of this scheme for lightning strike protection now purchase surfacing films with pre-embedded mesh, significantly reducing layup labor.
Highly filled, hard surface films
When Loctite Aerospace (Bay Point, Calif., U.S.A.) began work on a surfacing film in the early 1990s, most of the surfacing films on the market were resin-rich adhesives. While these products worked well in many applications, there were deficiencies when it came to thin-skinned honeycomb. When there are only a few plies of fiber over honeycomb core, the cured surface of bare prepreg tends to cure with a dimpled pattern. Surfacing films provide a layer that replicates the tool surface, however, core nodes tended to poke through, sometimes even cutting through prepreg, resulting in uneven thickness in adhesive-based surfacing films. Under repeated paint stripping operations over the life of an aircraft these thin areas would wear through, exposing the underlying prepreg.
Loctite's approach was to create a highly filled, relatively low-resin surfacing film that would replicate the tool surface with a constant thickness, resisting core dimpling. A further objective was to create something that resisted wear during paint stripping processes. The resulting product, SynSkin (short for "synthetic skin"), has a ready-to-prime surface requiring only a light scuff sand and solvent wipe to remove contaminants such as mold release agents. In fact, the material protects composites from all typical forms of stripping/sanding operations with the exception of wet sanding, which can be used to smooth out irregularities that transfer from a less-than-perfect mold surface.
Loctite Aerospace Lightning Strike Products offers SynSkin with embedded copper or aluminum conductive mesh. The rigidity of SynSkin has the effect of holding conductive meshes in position close enough to the surface to be effective, but protected by the SynSkin from being worn away by repetitive paint stripping.
Loctite was able to minimize gross porosity with SynSkin, though occasional pinpoint porosity may occur. Reportedly, a wipe-on/wipe-off product such as Loctite's 28C1 Static Conditioner can be used to fill remaining pinholes.
SynSkin's grips both the tool and the prepreg and its rigidity minimizes the "slip plane" that can lead to core crushing in steeply ramped areas.
Flight cycles can create microcracking in the surfacing film and overlying paint. Consultant Arthur D. Little (Cambridge, Mass., U.S.A.) helped Loctite evaluate the effects of load and thermal cycling on the entire laminate, including primer and paint coatings. SynSkin was found to resist microcracking better than adhesive-type surfacing films. The reason for this is not well understood, though current theories connect the effect variously to coefficient of thermal expansion (CTE), the type of paint primer used and/or the low porosity in the cured surfacing film.
SynSkin is a dual-cure (121°C/ 250°F and 177°C/350°F) epoxy-based material and can be out of freezer at room temperature for up to 21 days. Its cure cycle's ramp rate and dwell time are consistent with most aerospace-grade prepregs. While the current product is opaque grey, black and off-white versions are now being evaluated. The off-white is intended to eliminate the need for paint in dark areas such as the insides of baggage compartments, although the material has not been tested for burn resistance.
There are a few special handling procedures for SynSkin. The film replicates the mold surface exactly and is difficult to sand, so it is important that molds be free of resin buildup and surface imperfections. Technicians must learn several techniques for successful backing paper removal. Finally, Loctite advises use of a vacuum bag debulk cycle after the material is applied to a mold, to remove air trapped between SynSkin and the tool, and to smooth out wrinkles in contoured areas.
Interior surfacing films
DuPont (Wilmington, Del., U.S.A.) Tedlar polyvinyl fluoride (PVF) has been used in aircraft since the late 1960s and is considered the benchmark in the industry for interior surfaces. The aircraft industry has adopted Tedlar because it is durable, cleans easily, and is impervious to all cleaning solvents, including those that are no longer legal in most places but are still used in some parts of the world. Even magic marker will readily clean off. Tedlar also is very tough, and airlines like it because it doesn't chip when interiors are removed for corrosion inspections. The material passes all burn, smoke and toxicity requirements for the U.S. Federal Aviation Admin. (FAA), Boeing and Airbus.
There are three primary uses of Tedlar in aerospace composites: as a decorative surface for aircraft interior panels; as a protective surface on the inside surfaces of some exterior parts; and, in its untreated state, as a release film for manufacture of composites (a subject not covered in this article).
Boeing, Airbus, Bombardier and Embraer aircraft use Tedlar-surfaced interior panels both as original equipment and aftermarket replacement panels. Just about all Boeing interior surfaces, including ceiling panels, stowbin doors and interiors, printed pattern on sidewalls, lavatories, galleys, and so on are Tedlar-surfaced.
Tedlar comes in two kinds: clear film that is optically transparent; and pigmented film in a variety of different colors. Clear films range from 0.5 mil to 2 mils, and pigmented films range from 1 mil to 4 mils. For typical sidewall use a print is screen printed onto opaque Tedlar, then a layer of clear Tedlar is laminated on top to protect the image.
Tedlar's second surfacing film use is as a protective surface on exterior composite fairings such as wing to body fairings, flap track fairings and so on. A sheet of Tedlar (usually white or grey) is laid on either the tool side or bag side of the laminate - whichever surface will be interior when the part is installed.
The material adheres well during cure to epoxy and other prepreg resins, which allows the part manufacturer to avoid painting the inside surface and protects the parts from attack by hydraulic fluids and jet fuels. Pigmented Tedlar also substitutes for paint on surfaces that are occasionally visible, such as the inside of access doors on wings and empennages and on landing gear doors.
Asymmetric films
SP (Isle of Wight, U.K.) has a comprehensive range of surface finishing films spun off from the company's patented SPRINT technology. SPRINT surfacing films consist of a epoxy resin layer encapsulated on both sides by layers of dry reinforcement. These dry reinforcements (carbon or E-glass, depending on the application) allow the easy passage of air away from the mold surface during cure and yield excellent surface finish. The reinforcements layers also act as 'carriers' for the resin layer, thereby allowing them to be easily handled.
SP's SPRINT surfacing films are mostly asymmetric in design. The products have been developed so the resin partially flows through one of the reinforcement layers to one side of the product. SP's surfacing films also have an inherent differential tack. This makes them very easy to use, as they tend to stick to the mold surface rather than the applicator's hands.
The resin, formulated in-house, features rheometry that is "tuned" for easy repositioning of the film despite its tack, and the products never wet-through the outer reinforcement layer, allowing the air trapped between the mold and the film to be released. The tack/breathing balance needed to make successful films was the main challenge in developing SP's range of surfacing films.
James Austin, head of product management at SP, explains, "Given the reinforcement/resin/reinforcement format of SP's surfacing films, many versions are possible by varying the reinforcements types, resin types and resin weights. For example, filling the resin layer with low-profile filler particles, it is possible to make a very stable film called SF95. This has been used widely for carbon fiber molding for automotive body closures where the film eliminates the underlying print-through problems inherent with carbon parts."
DuPont, the selected paint provider for MG Rover's 2002 MG X Power SV, carried out a series of tests on several surfacing film products to evaluate paint adhesion to the substrate, chip resistance, blistering resistance, fiber print-through, gloss retention after humidity and temperature cycling. Following this testing, Austin maintains, DuPont recommended SPRINT CBS and SF95 as the only system capable of meeting all OEM (original equipment manufacturer) standards for surface finish.
One variant of this product, SF95VH (very hard), is achieved by altering chemistry and filling of the resin to incorporate toughening agents. This produces a very tough surfacing film, ideal for use in protecting underlying structures. Again this film has found popularity in the automotive market where it is used in underbody applications to protect composite sump guards and composite floors.
In another variant, SF95FR, fire-retarding additives are mixed with the resin. SP found that because its reverse side, which is largely dry, allows the layup to "breathe," this film can be used in conjunction with phenolic prepregs. Since phenolics give off water during cure, components made with conventional phenolic prepreg under a vacuum bag can suffer from a low-quality surface finish. However, the SF95FR provides an escape path for the volatiles, These products have found a ready market in railway interior applications where they are marketed in conjunction with phenolic prepregs from SP System's sister company, Stesalit (Zullwil, Switzerland).
Additional examples include ablative surfacing films that char up in fire situations to protect the underlying structure, used in car engine bays; surfacing films for large yachts that considerably cut back on finishing time; and white surfacing films for components that are to be painted white so that if the paint chips off during the service life of the part the deterioration is not so noticeable.
Toward a "universal" film
Cytec Engineered Materials Inc. (Tempe, Ariz., U.S.A.) began work on its recently released SURFACE MASTER 905 film after its market survey revealed that although a wide variety of structural adhesives and other materials were being used as surfacing films, there was no product that could perform in all applications. Cytec's adhesives technical service manager Bill Trzaskos explains, "Most films do a great job in flat areas, but at joggles and contour changes you end up with higher degrees of porosity and pinholing if the surfacing film doesn't flow adequately to fill where the fabric bridges the joggle." Beyond flow characteristics, a "universal" film design would include lengthy shelf life and out-time, dual-cure capability (121°C/250°F and 177°C/350°F), adequate tack to tools and prepreg, and a predictable degree of intermingling at the boundary with prepreg. Another requirement would be the ability incorporate aluminum or copper screen for lightning strike protection. "The adhesive must have excellent flow behavior to fully encapsulate the screen and properly embed it into the structure," Trzaskos says. Cytec uses rollers to press screen into the film and a proprietary chemistry tailored to eliminate microcracking in paint caused by high coefficients of thermal expansion of the screen materials. Cytec and its customers have verified the material on 8 to 10 different epoxies, mostly 177°C/350°F systems.
Since many aerospace composites molds are aging and contain surface imperfections and even when using excellent molds, many aerospace surface preparation specifications require sanding prior to priming, so sandability was one of the design criteria for SURFACE MASTER. At the same time, the material had to resist rain erosion and thermal cycling in the field. Cytec Research Fellow Dalip Kohli says, "In recent tests, a variety of 250- and 350-cure composites with SURFACE MASTER 905 passed thermal cycling tests for 2,000 cycles."
Suitable for vacuum bag or autoclave cure (heavier material is advised for the latter), SURFACE MASTER 905 can be painted directly without primer, providing additional cost and weight savings. A major aircraft manufacturer has performed rain erosion testing on panels with paint only, with no paint adhesion failures, according to Cytec.
The film is currently being qualified by several aerospace firms and is already in use on some high-end sports cars. "Automotive finish requirements are even more stringent than aerospace," says Tim Shumate, Cytec's manager of marketing and business development. SURFACE MASTER 905 is being used on auto body panels manufactured from Cytec's CARBOFORM by automaker TVR Engineering (Lancashire, U.K.). Specifically developed for automotive bodywork, CARBOFORM is an out-of-autoclave, low-temperature cure material that precombines resin-infused carbon-fiber fabric with core material. SURFACE MASTER 905 provides a ready-to-paint surface over the CARBOFORM. The film is also is being evaluated on the Italian Lamborghini.
Adhesive derivative
SIA Adhesives started with its PL795 film adhesive to create a surfacing film, but the resulting product is very different from the original. SIA works with its aerospace customers to customize the flow characteristics to meet customer requirements. SIA's Cornwall explains, "Depending on the application, some customers want more flow, some less." SIA provides PL795 SF either plain or with a metal mesh for lightning strike protection.
By customer request
J. D. Lincoln Inc. (Costa Mesa, Calif., U.S.A.) was approached by several of its customers to provide a surfacing film compatible with the company's prepreg systems. Armed with a list of performance requirements, Lincoln's staff of chemists went to work in the laboratory. The result is L-316 Surfacing film, designed for 120°C to 127°C (250°F to 260°F) cure in about an hour. Like most other surfacing films, it has low volatile content to minimize surface porosity. It was designed for relatively low flow - sufficient to fill the surface of the composite and attach to the prepreg resin, but not to impregnate the fibers. The material has passed both 12- and 60-second burn resistance tests. The standard color is opaque white, but the material can be color-matched upon request. It is available with or without a carrier on one side. The standard weight is 0.045 lb/ft² (0.22 kg/m²), but the weight can be varied per customer request. It is sold in rolls or precut sheets up to 1.6m/62 inches wide by 4.6m/15 ft long.
Research chemist Johnny Lincoln explains the incentive behind developing L-316. "Price was the number one thing that customers wanted, with very quick ship times and good customer support. They needed something similar to products already on the market, but offering better support. Also, if the prepreg they are using is J.D. Lincoln, then they want a J.D. Lincoln surfacing film to assure chemistry compatibility."
Labor reduction is a large action item on the agenda for most composites manufacturers. Surfacing films are fulfilling their promise to provide such savings - their up-front cost is easily offset by the benefits, especially in the automotive world, where their usefulness in improving surface appearance has helped composites break into the elite world of the class A finish. With the trend running toward customization, composites fabricators can expect to have many more options available to help usher composites into new applications where low weight, stiffness and aesthetics top the priority lists.








Related Content

Gatorbar, NEG, ExxonMobil join forces for composite rebar
ExxonMobil’s Materia Proxima polyolefin thermoset resin systems and glass fiber from NEG-US is used to produce GatorBar, an industry-leading, glass fiber-reinforced composite rebar (GFRP).
Read More
KU researchers explore FRP materials for dams, levee reinforcement
To address aging infrastructure, a team of researchers at KU is conducting research into repairing and retrofitting 700-plus dams, levees and related structures nationwide using FRP materials.
Read More
Recycling end-of-life composite parts: New methods, markets
From infrastructure solutions to consumer products, Polish recycler Anmet and Netherlands-based researchers are developing new methods for repurposing wind turbine blades and other composite parts.
Read More
Composites-reinforced concrete for sustainable data center construction
Metromont’s C-GRID-reinforced insulated precast concrete’s high strength, durability, light weight and ease of installation improve data center performance, construction time and sustainability.
Read MoreRead Next

VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More