
Resin transfer molding: An update
Fulfilling the promise of OOA composites without sacrificing pressure.

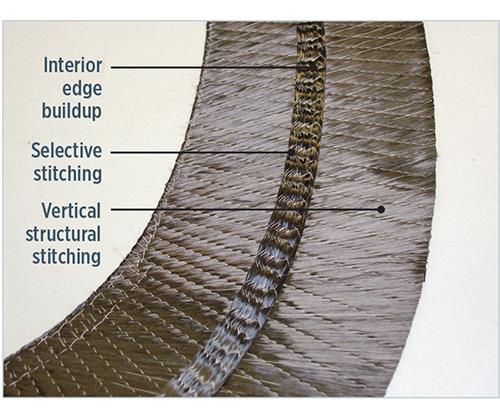
Fig. 1: A350 XWB window frames: The A350 XWB window frame preforms use vertical structural stitching and selective stitching to achieve an L-cross-sectioned oval without any wrinkles and a glass fiber lining to prevent galvanic corrosion in contact with metal. Source: Hightex

Fig. 2a: RTM’d spoiler main fittings: FACC replaced this costly forged aluminum main fitting (shown here) in the A330/A340 and, now, A350 spoilers with firings RTM’d from CFRP, cutting CTE issues and 30% of the fitting’s weight (see next image, below). Source: FACC AG

Fig 2b: RTM’d spoiler main fittings: This A350 spoiler's fittings are RTM’d from CFRP. Source: FACC AG


Although the origins of resin transfer molding (RTM) reach back to post-World War II marine vessel development in the 1950s, the process was not applied to aerospace composites until the 1980s. RTM has two primary advantages over resin infusion. One is its application of high pressure — typically up to 100 psi, vs. 14.7 psi with vacuum only — although RTM equipment can generate pressures above 300 psi. The other is its use of matched metal molds, which enable tight tolerances, complex geometries and a high-quality finish on all visible molded surfaces. Its disadvantages include mold and injection equipment cost and process complexity, but with continuing advances in simulation tools, the latter is being addressed while the equipment, costly though it might be, offers a route to automation and holds a definite edge over infusion in terms of part repeatability.
Advanced Composite Engineering GmbH (ACE, Immenstaad, Germany), for example, is manufacturing the Airbus (Toulouse, France) A350 XWB’s carbon fiber composite window frames, using an automated RTM production line supplied by mold manufacturer BBG GmbH & Co. KG (Mindelheim, Germany). BBG reports that the line installed at ACE’s facility in Hagnau, Germany, can produce up to 8,000 composite window frames per year using the current twin BFT-C mold carrier systems (see "Airbus A350 to use CFRP window frames" under “Editor's Picks,” at top right). Addition of four more BFT-C systems is planned, presumably for production rate increase.



Originally developed for the Airbus A380, the frames met a challenge to reduce weight while meeting precise geometry and primary fuselage loads as well as cost targets. The A350 frames use a complex 3D preform developed by Hightex Verstärkungsstrukturen (Klipphausen, Germany) and Airbus Operations in Hamburg, Germany. Tailored Fiber Placement (TFP, see "Tailored Fiber Placement: Besting metal in volume production" under “Editor's Picks”) is used to create a 2D preform with both selective stitching (stitches in some areas and not in others) and structural stitching (straight up-and-down stitches), as well as a glass fiber interior lining to prevent galvanic corrosion with aluminum interfaces (see Fig. 1, at left). As the flat TFP preforms are shaped into a wrinkle-free oval with an L-shaped cross-section, selective stitching allows the fibers to conform while maintaining straight alignment to carry loads, while structural stitching assists in handling the high loads around the frame’s circumference.
Elsewhere, Aernnova Aerospace (Madrid, Spain) is using RTM to produce the leading edge and its load-bearing rib for the A350 XWB’s horizontal tail plane (HTP, or horizontal stabilizer). Reportedly the only Tier 1 supplier to include RTM in its bid for the design, validation, manufacture and assembly of the A350 HTP, Aernnova used ESI Group (Paris, France) PAM-FORM software to simulate preforming, including fiber angles that affect permeability, and PAM-RTM software to simulate resin injection and filling of the preform. Together, the programs helped Aernnova eliminate preform wrinkles, add new vent points to eliminate dry spots and modify the RTM mold to ensure part quality and process reproducibility.
Airbus Helicopter’s Donauwörth, Germany, facility is also molding RTM structures for the A350 XWB, i.e., the inner structural grid for each aircraft’s four pairs of passenger doors (click on "Donauwörth as composites pioneer" under “Editor's Picks”). A Wickert Hydraulic Presses USA (Landau in Pfalz, Germany) W WKP 2500 S press with a 2500-kN closing pressure and automatic shuttle transport is used to cure preconsolidated preforms made from 3C-Carbon Composite Co. (Landsberg am Lech, Germany) carbon fiber fabrics injected with Hexcel’s (Stamford, CT, US) HexFlow RTM6 epoxy. WICKERT reports a six-hour cure cycle per door.
Other parts using RTM (see "Reducing manufacturing cost via RTM" under “Editor's Picks”) include the main fitting (see Fig. 2) for spoilers used on the Airbus A330/A340 and now, refined for the A350 XWB by FACC (Ried im Innkreis, Austria); fan blades and the fan case for CFM International’s (Cincinnati, OH, US) LEAP jet engine; the main landing gear braces for the Boeing 787 (now reverted to metal) made by Aircelle’s Le Havre, France, facility for Messier-Dowty (Velizy, France) using Albany Engineered Composites Inc. (AEC, Rochester, NH, US) 3D textile preforms; and a variety of structures on the F-35 Lightning II fighter built by Lockheed Martin Aeronautics(Ft. Worth, TX, US), GKN Aerospace(Redditch, UK) and others.








Related Content

The next evolution in AFP
Automated fiber placement develops into more compact, flexible, modular and digitized systems with multi-material and process capabilities.
Read More
A new era for ceramic matrix composites
CMC is expanding, with new fiber production in Europe, faster processes and higher temperature materials enabling applications for industry, hypersonics and New Space.
Read More
Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read More
Combining multifunctional thermoplastic composites, additive manufacturing for next-gen airframe structures
The DOMMINIO project combines AFP with 3D printed gyroid cores, embedded SHM sensors and smart materials for induction-driven disassembly of parts at end of life.
Read MoreRead Next

Research on OOA processing continues
Much work has been done to make OOA processing practical for aerospace applications, but much work still remains if it is to become the compelling option.
Read More
“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More