Thermoplastic overmolded thermosets, 2-minute cycle, one cell
Adhesive-free, functionalized hybrid composites enabled by industry-first, integrated molding cell.


Thermoplastic-thermoset hybrid production
A section of the BMW i3 Life Module floor panel demonstrates a serial production hybrid composite molding cell which uses a central swivel platen to accommodate both thermoset prepreg compression molding and thermoplastic overmolding while photonics provides essential part referencing and more.
SOURCE | AZL at RWTH Aachen University for all images, Arges
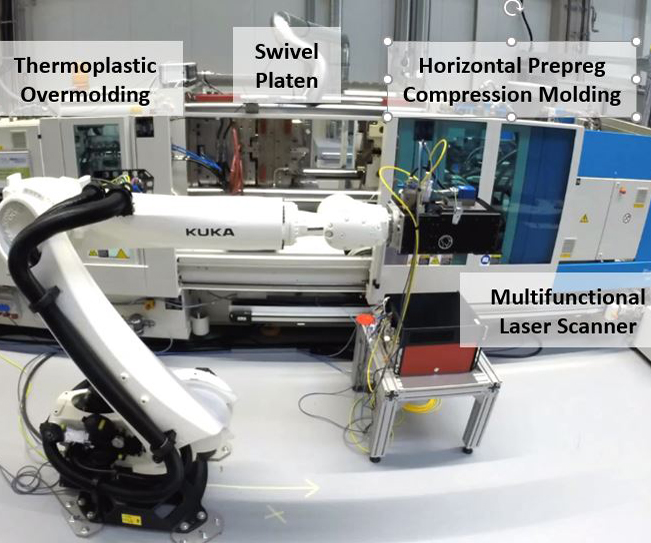
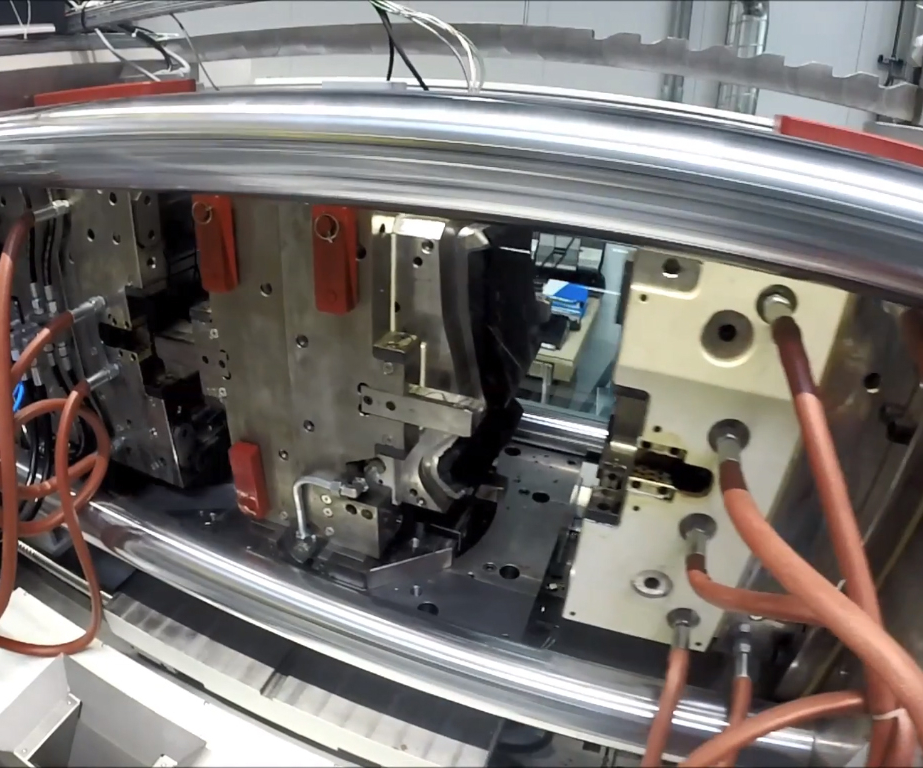
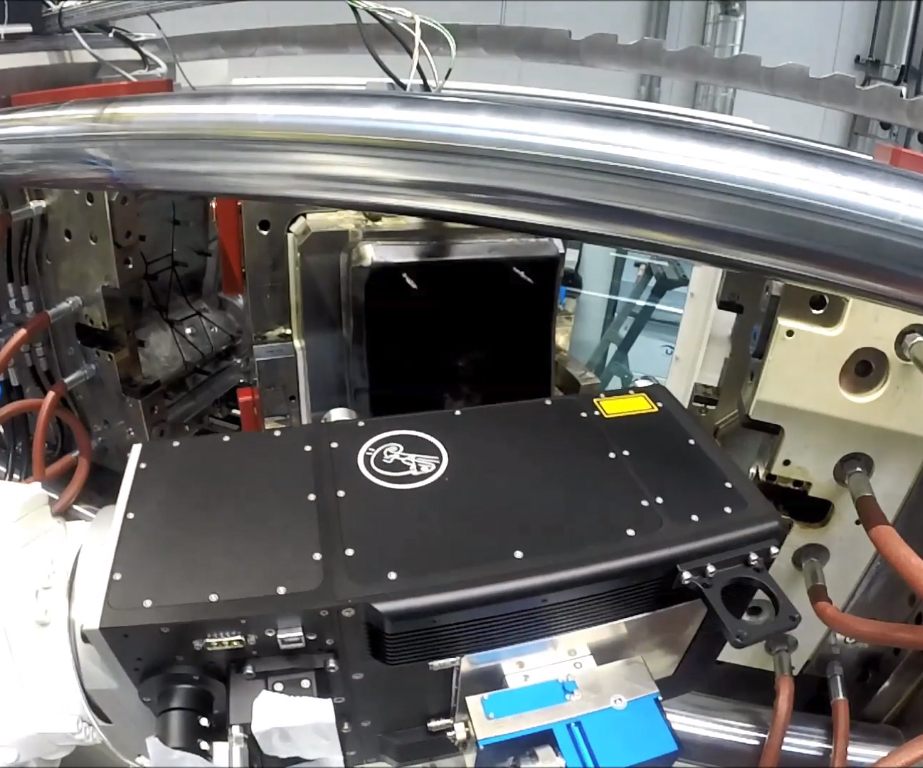
Fig. 1 Novel hybrid material and process cell
A KraussMaffei CXW-200-380/180 injection molding machine is combined with a multifunctional laser scanner end effector on a Kuka robot to integrate three processes into one molding cell.
SOURCE | AZL and Arges
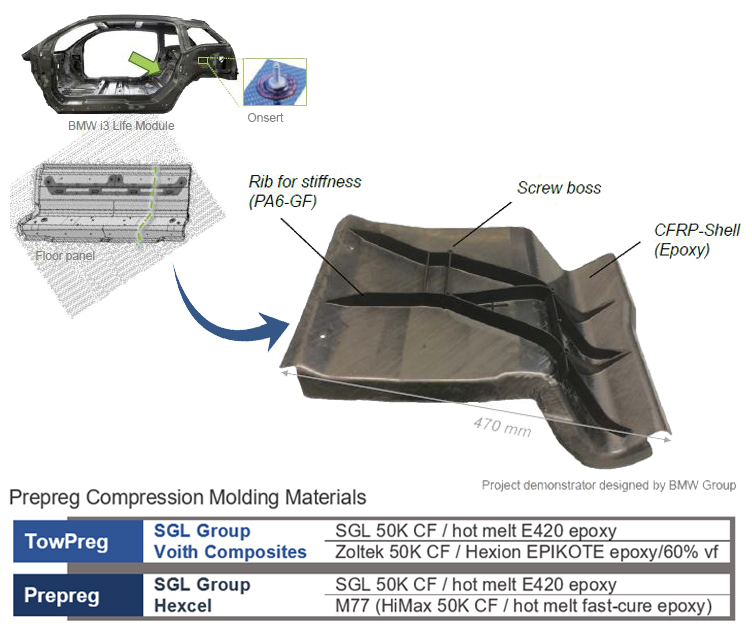
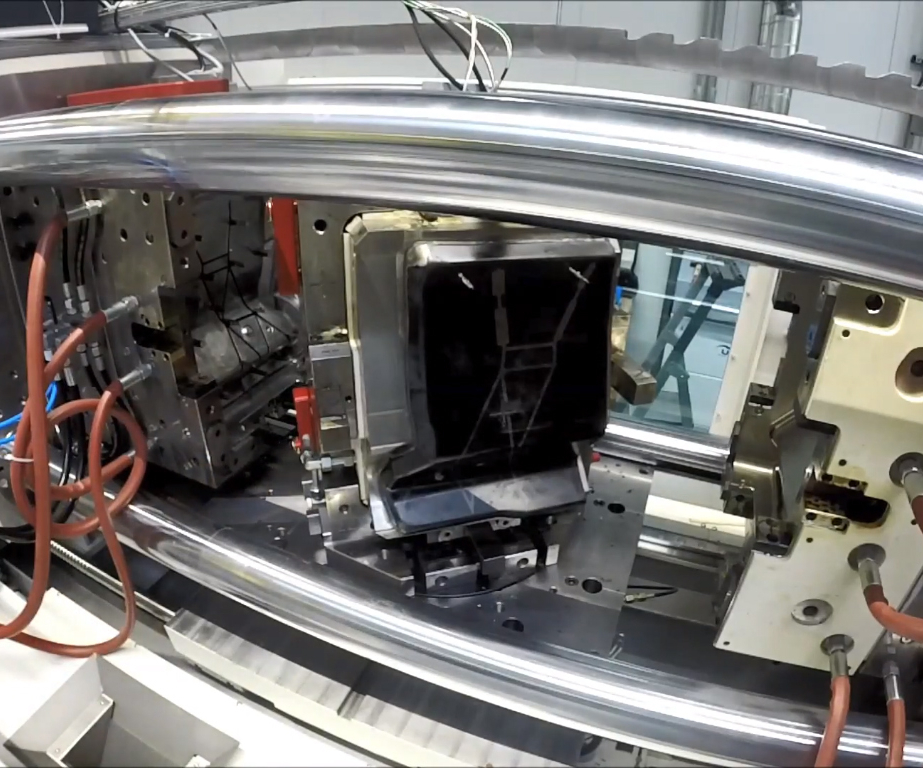
Fig. 2 Series production demonstrator
A section of the BMW i3 Life Module floor panel was selected to demonstrate process scalability for serial production. Four different epoxy prepreg materials were evaluated for compression molding of the part shell.
SOURCE | AZL

Prior to placing in the OPTO-Light molding cell, towpreg and prepreg tape materials are converted into net-shaped, 2D tailored blanks using automated preforming equipment, such as Broetje-Automation’s (Rastede, Germany) STAXX tape placement cell.
Source | AZL
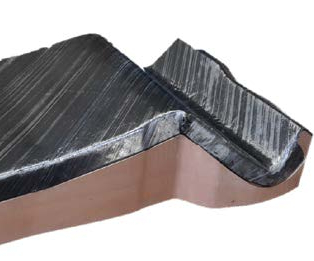
The tailored blanks were then preformed in preparation for placing into the OPTO-Light molding cell.
Source | AZL
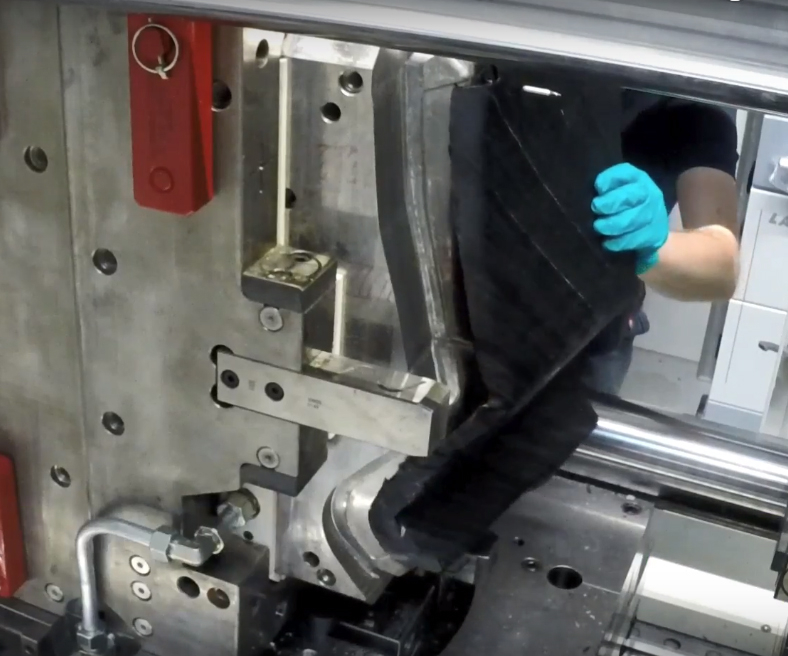
Step 1
The carbon fiber/epoxy prepreg tape preform is placed into the OPTO-Light molding cell.
The preform is cured into a CFRP shell during Horizontal Prepreg Compression Molding.
The cured shell is rotated on the swivel platen and the multifunctional laser scanner performs part referencing.
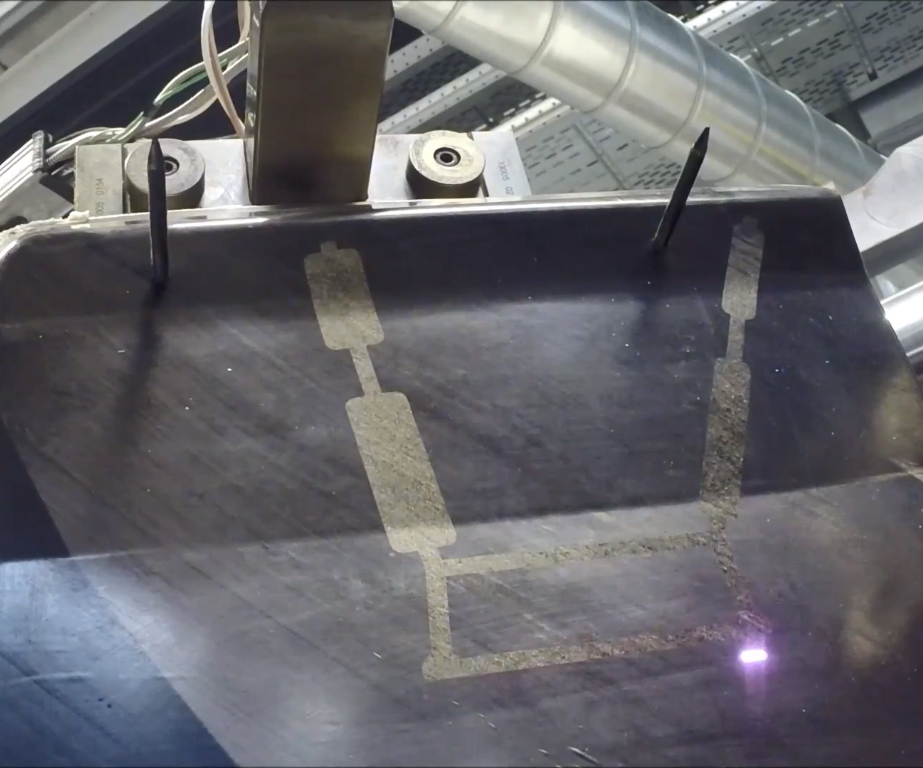
Step 4
Laser ablation removes the topmost 10-μm-thick layer of epoxy resin in preparation for overmolding.
The pretreated shell rotates on the swivel platen for back injection molding with short glass fiber/reinforced PA6 compound.
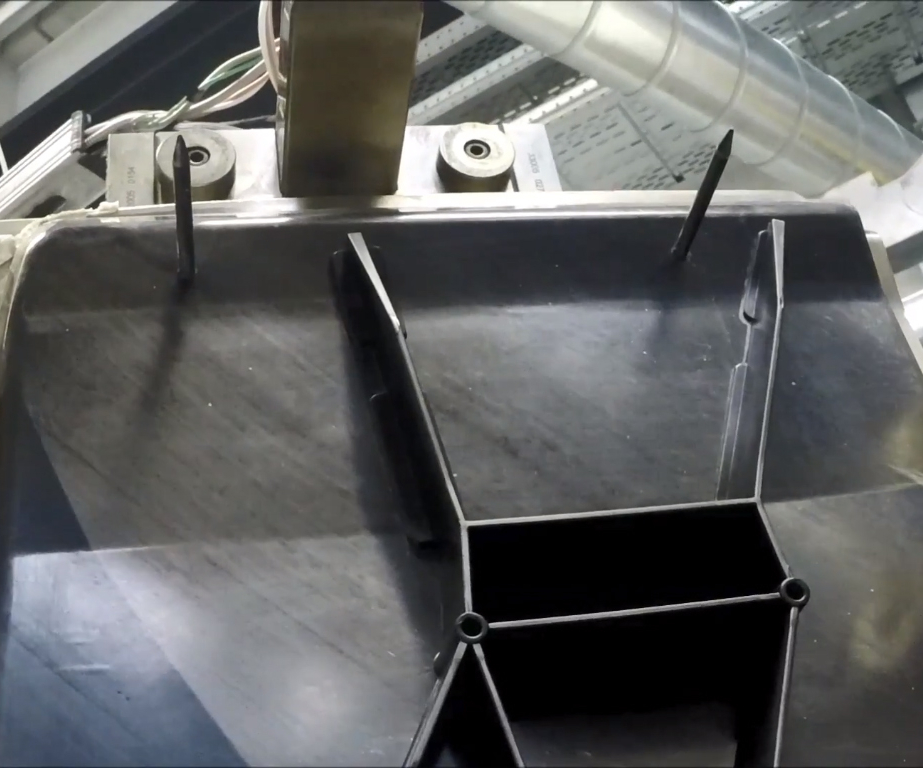
Step 6
The finished part features overmolding precisely along the laser pretreated paths.
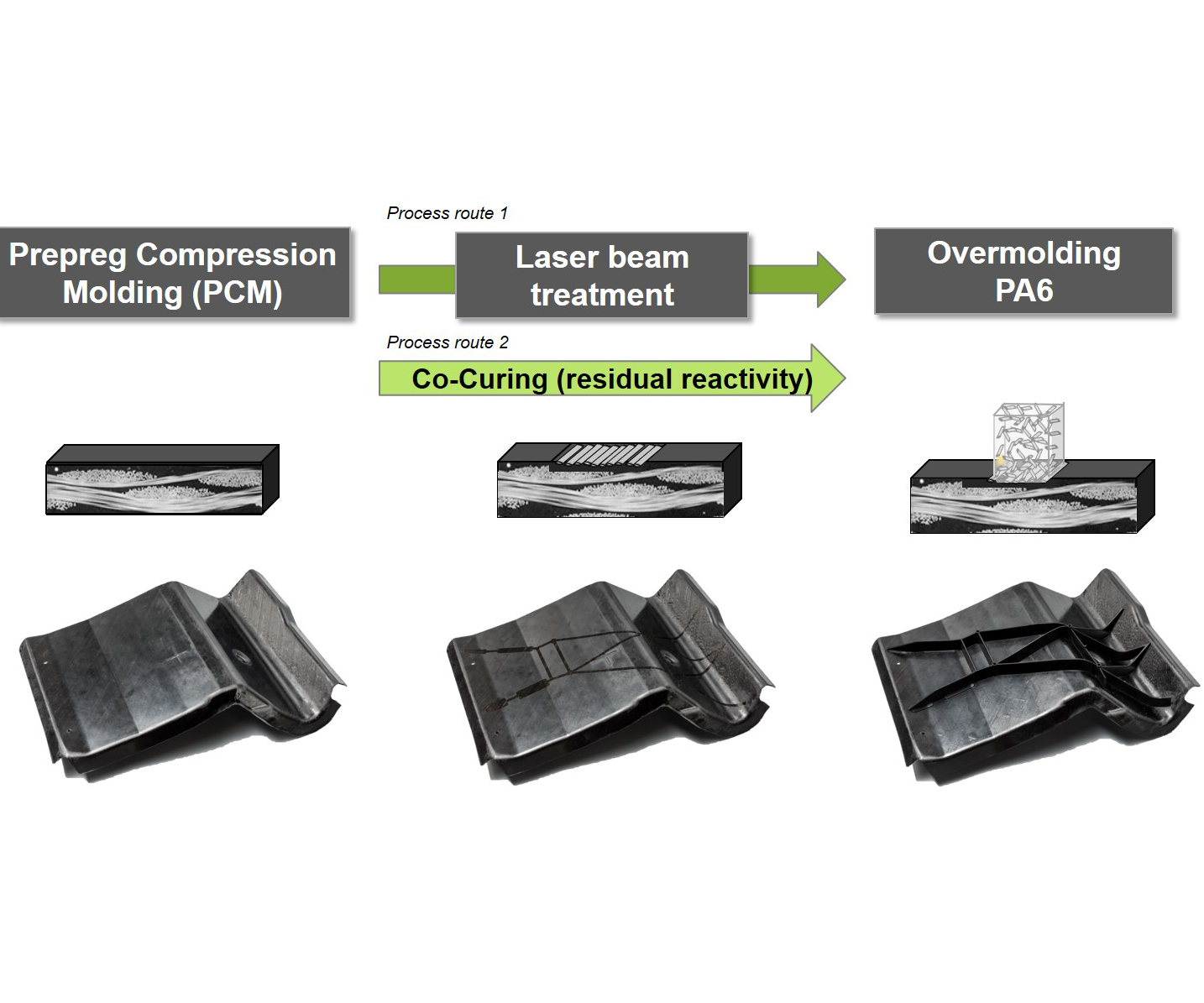
OPTO-Light has developed different process routes for achieving epoxy CFRP parts functionalized via thermoplastic overmolding. Both process route 1 using laser ablation and process route 2, which eliminates the laser in favor of co-curing, have been validated via 50 demonstrator parts.
Source | AZL
Share
Automated preforming of thermoplastic tapes and subsequent hybrid molding — thermoforming and injection overmolding ribs, clips and bosses onto part surfaces — have been heralded as the future for composites manufacturing in high-volume applications such as automotive. But what if it was possible to combine the toughness of thermoplastics and functionality of injection molded features with the high performance of carbon fiber-reinforced epoxy parts?
This is what the three-year project OPTO-Light, which ended in 2018, set out to answer. It was funded by Germany’s Federal Ministry of Education and Research (BMBF) as part of its strategy to develop photonics — light-based technology such as lasers — for mass production of lightweight constructions. The project was awarded to the Aachen Center for Integrative Light Construction (AZL) at RWTH Aachen University (Aachen, Germany), which provides a single campus for companies to collaborate with eight research institutes to develop lightweight materials, production technologies and applications.”



OPTO-Light’s obvious achievement is combining the high stiffness, light weight and low creep of epoxy-based carbon fiber-reinforced plastic (CFRP) with the high freedom of design and low cycle times of thermoplastic overmolding. But this is just one of myriad potential composites industry disruptors the project has achieved, including:
- Development of laser pretreatment for joining thermoplastic to 3D thermoset surfaces;
- Integration of three technologies — reaction polymer processing, laser processing and overmolding — into a single, fast cycle time manufacturing cell;
- Horizontal prepreg compression molding (HPCM) where materials are affixed vertically for processing in a standard injection molding machine
- Development of a single rotating mold that integrates all requirements for prepreg compression molding and thermoplastic overmolding;
- Optical part referencing methodology for critical alignment of laser pretreatment and overmolding along a freeform 3D surface;
- Demonstration of this process to produce a 3D structural portion of the floor panel for the BMW i3 electric vehicle’s Life Module with a 2-minute cycle time.
Indeed, the project’s April 2018 final report asserts that this technology can reduce automotive CFRP part cost by up to 30 percent versus current production using wet compression molding and adhesive bonding of single onserts for clips (see Fig. 2).
Thermoplastic to thermoset partners
Why join thermoplastic overmolding to a thermoset composite part? “Thermoset CFRP components made with epoxy resin offer the best characteristics for car body applications,” asserts AZL research engineer Richard Schares. Overmolding thermoplastic composite ribs increases the part’s design stiffness (section modulus), thus reducing the amount of carbon fiber required. “Using a rib thickness equal to that of the CFRP shell, the specific bending stiffness of the OPTO-Light demonstration part can be tripled,” he adds. Overmolding can further reduce part cost by providing molded-in attachment clips or bosses for screws while simultaneously providing isolation to prevent galvanic corrosion between the carbon fiber and metallic fasteners.
Thus, the objective was defined, but the issue was how to combine both materials in a single molding cell. Schares explains how the industry partners were selected. “BMW had the most experience with serial production of CFRP parts. KraussMaffei was very proactive in creating combination technologies, such as its ColorForm multi-component injection molding machine and FiberForm hybrid molding machine.”
The OPTO-Light demonstration part was a 470-millimeter-long by 317-millimeter-wide by 130-millimeter-deep portion of the BMW i3 Life Module floor, including the end wall at the wheel well. “The load cases of this component require good stiffness and strength characteristics in case of a crash,” Schares explains. “We also wanted complexity of shape and draping to prove out the horizontal prepreg compression molding, laser ablation and overmolding along a free-form surface.”
Why photonics?
Germany has funded a long-term strategy to continue developing photonics technology because of the key role itplays in the current global digital transformation of manufacturing. The composites industry should take note, because photonics enable not only advanced processing such as automated fiber placement, laser welding of thermoplastics, precision machining and various 3D printing processes, but also sensor and visual communication for metrology, process monitoring and inline inspection. In OPTO-Light, a near infrared (NIR) laser was used to pretreat surfaces for overmolding; in addition, a variety of laser-based sensors provided data for process control and inline quality assurance (QA).
The final four OPTO-Light partners are German photonic systems suppliers. The first, Arges (Wackersdorf), is an expert in 3D scanners used for laser machining. “It typically develops innovative laser scan systems, positioning and deflecting laser beams in industrial materials processing and medical applications,” says Schares. “An Arges double-beam unit was developed for ablation and heating. Precitec (Gaggenau) supplied the interferometric sensor for measuring distance used during ablation and part referencing throughout the process. Sensortherm (Sulzbach) provided the pyrometer (temperature sensor) which aided process control, and Carl Zeiss Optotechnik (formerly Steinbichler, Neubeuern) contributed the T-scan laser scanner for QA. “It measures part geometry and detects potential deformation,” explains Schares. “It will show defects, such as the overmolded rib not completely bonded to the CFRP shell.” All of these systems are integrated into the multifunctional laser scanner (Fig. 2), which is mounted on the end of a six-axis Kuka (Augsburg, Germany) robotic arm.
HP-RTM to prepreg tape
The initial idea was to make the epoxy CFRP parts using C-RTM, a kind of high-pressure resin transfer molding (HP-RTM) also known as gap impregnation, developed by the IKV Institute of Plastics Processing. However, during this time, automated tape-based processes began to challenge liquid molding of noncrimp fabric (NCF), offering a reported 30 percent reduction in cutting scrap. Snap-cure liquid epoxy resins were also expanded into prepreg materials, making compression molding attractive, with a potential cycle time of one to two minutes.
Four unidirectional prepregs were evaluated for the demonstrator’s shell. These were converted into net-shaped, 2D tailored blanks using Broetje-Automation’s (Rastede, Germany) STAXX tape placement cell.
The molded CFRP shells would then be overmolded with 30-percent short glass fiber-reinforced polyamide 6 (GF/PA6) using Lanxess (Cologne, Germany) Durethan BKV 30 H2.0 901510. A KraussMaffei CXW-200-380/180 SpinForm injection molding machine was chosen as the foundation for the OPTO-Light manufacturing cell and installed at AZL. It features swivel platen technology developed to enable multi-component injection molding.
The mold attached to the swiveling platen was used to form two different molding cavities for two different processes — expoxy prepreg compression molding and thermoplastic injection overmolding. “No one has created such a tool before,” Schares points out. BMW and KraussMaffei spent many weeks finalizing all of the requirements for both processes, including tolerances due to different temperature zones, turning accuracy and sealing for the thermoset resin, as well as the standard details for injection molding tools.
Laser ablation and part referencing
The epoxy CFRP shell resulting from the compression molding process must be treated prior to thermoplastic overmolding to achieve sufficient join strength between the disparate materials. Laser ablation offers an environmentally friendly, single-step process compared to mechanical or chemical pretreatment and enables a precise ablation depth and path, well-suited for joining ribs to parts along 3D surfaces. The ablation method entails exposing the carbon fibers by locally removing the topmost 10-micron-thick layer of epoxy resin. This cleans the surface and produces a microstructure that allows the overmolding compound to wet and infiltrate the exposed fibers.
The multifunctional laser scanner emits a laser beam with a wavelength of 1.064 nanometers in nanosecond pulses. “You need high intensity, and pulsing achieves this most efficiently,” Schares explains. “We tried a continuous wave laser, but it introduces too much thermal stress into the composite laminate below the joining zones, reducing the fiber-epoxy adhesion. Finding a process-suitable beam source that can be used for remote-processing in an industrial environment was not easy.”
Because the overmolded ribs must match the pretreated areas, the ablation process requires high positioning accuracy. Subsequent placing of the overmolded glass fiber/PA6 composite material is strictly defined by the mold tool. Thus, a necessary part referencing methodology was developed by AZL. “The offset between the pretreated geometry and overmolded compound should be less than 300 microns. Thus, accuracy for the central point of the laser scan field (tool center point) must be within 150 microns relative to the reference point. This was achieved, as well as a cycle time of less than two minutes for the laser pretreatment. “Very important was the preliminary work by Fraunhofer Institute for Production Technology (IPT) to develop path generation for the robot and laser beam — this was not trivial,” says Schares. The system did indeed prove its mettle — test results showed a shear strength of 27 MPa between the GF/PA6 overmold and epoxy CFRP substrate.
Shorter process routes
Even as the benefits of the initial process were being documented, the OPTO-Light team realized it was possible to eliminate the laser pretreatment. This two-step process would only partially cure the epoxy prepreg shell and use remaining reactivity in the epoxy resin to achieve attachment with the thermoplastic overmolding. Three potential mechanisms exist for bonding between uncured epoxy and PA6:
- Covalent bonding between reactive epoxy rings and PA amine groups;
- Hydrogen bonds with amine’s hydrogen as donator and epoxy’s oxygen as acceptor;
- Semi-interpenetrating networks by diffusion effects, possible by high-temperature mobility of the PA molecular chains.
The advantage of this two-step process, says Schares, “is that you can skip the pretreatment, but the required process control is much more challenging and the surface quality is not as high-gloss. However, further reduction in part cost by simplification of production is very attractive.”
The key to this process route is process monitoring. “You must look inside the prepreg compression molding process because knowledge about the state of cure must be sure in order to achieve a good join with the thermoplastic overmolding,” he explains. This cure state monitoring was achieved by using in-mold pressure and temperature sensors, as well as in-mold direct current resistivity (DCR) and dielectric analysis (DEA) sensors.
DCR and DEA are well-established for cure monitoring in composites.In OPTO-Light, the DCR/DEA process control comprises an Optimold system from Synthesites (Uccle, Belgium) including a durable 16-millimeter DCR sensor and Optiview software. Optimold monitors the resin’s electrical resistance and temperature up to 210°C and pressure of 90 bar with a sampling rate of 1 Hz. The DEA288 Epsilon analytic device from Netzsch Gerätebau (Selb, Germany) includes a 4-millimeter ceramic monotrode and Proteus software. Kistler Instruments (Winterthur, Switzerland) DataFlow software for injection molding optimization is another key component.
The process, beginning with fixation of the prepreg preform inside the mold and ending with ejection from the injection overmolding cavity, is described by the DCR/DEA sensor signals. These data are crucial for determining the optimum cure time in compression molding before the pivot to injection molding for cure completion and overmolding. The sensors help to characterize the material during processing for optimal part quality. In the future, the process may be adaptive and intelligent, with process pivoting triggered by the DEA and DCR sensor signals.
Initial tests show a pull-off strength of 9 N/mm2 and an even higher shear strength for the epoxy-PA6 join using this second, shorter OPTO-Light process route. Work is ongoing to improve this join strength, including further use of process monitoring. The team is also exploring a one-step process in which horizontal prepreg compression molding is no longer a separate process, but is instead achieved simultaneously with overmolding.
Hybridization for future disruption
OPTO-Light’s potential for disruption was recognized with the AVK Innovation Award for the research and science category in 2017. The project’s 2018 final report asserts that for composites to achieve cost parity with metal in series automotive production, it is necessary not only to maximize the integration of functions in parts but also the integration of the processes used to manufacture those parts. OPTO-Light has developed an array of technologies, including photonics-based metrology, surface treatment and thermoplastic/thermoset molding,that enable both. These technologies also open the door to further hybrid processes, such as laser processing to augment injection molding. “By integrating the developed laser tool in the molding cell, you now have the possibility to perform laser ablation, cutting, pretreatment or heating before, between or after polymer processes inside the injection molding machine,” explains Schares. “This enlarges the functionality of future parts.”
The idea of combining multiple manufacturing processes into a single work cell is gaining momentum in composites. For example, many of the CNC machine manufacturers now offer cells that combine additive manufacturing and subtractive CNC machining. MF Tech (Argentan, France) has combined 3D filament winding and CNC machining, and co-founder Emanuel Flouvat confirms further hybridization, with robots able to switch out end effectors to an ultrasonic or laser welder for joining thermoplastics, or an automated fiber placement head to apply local patches of unidirectional tape. “By integrating a robot-guided laser system, the ‘tool box’ for the definition of further inline combination technologies is extended,” says Schares. This is another significant step forward in this advance toward automated, multi-process composites manufacturing that will no doubt soon integrate electronics into finished products.
The final lesson OPTO-Light offers in hybridization is in its partnership. “The most interesting challenge in managing this project was how to take all of the different partners, each with their unique expertise — for example, photonics, reaction polymers, injection molding, metrology — and have them develop and advance a common understanding of the effects of each operation in order to make this single process chain successful,” says Schares. He stresses the importance of the expertise and support contributed by five partner institutes — IKV injection molding, IKV reaction polymers, ISF for welding and joining, Fraunhofer IPT for laser integration and Fraunhofer ILT for alternative laser sources. “This project demonstrated the ability of such interdisciplinary development to efficiently solve technical challenges for reduced-cost composites production,” says Schares. It has also laid the groundwork for even further disruptive innovation.
Watch a video of the OPTO-Light integrated process at https://youtu.be/b9HmgnuGQY0.
Related Content

SABIC launches fiber-reinforced, intumescent, fire-retardant resins
SABIC PP compound H1090 and Stamax 30YH611 resins are well suited for extruding and thermoforming large, complex EV battery pack components for automotive.
Read More
Composites end markets: Automotive (2024)
Recent trends in automotive composites include new materials and developments for battery electric vehicles, hydrogen fuel cell technologies, and recycled and bio-based materials.
Read More
Aptera reveals first composite production parts for BinC vehicle
Pre-production efforts are underway to begin building production-intent vehicles.
Read More
Automotive chassis components lighten up with composites
Composite and hybrid components reduce mass, increase functionality on electric and conventional passenger vehicles.
Read MoreRead Next

VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More