
Composites testing as part of a building block approach, Part 2: Upper building block levels
Testing under the upper levels of the building block approach for composites design depends on the structure’s application and complexity.




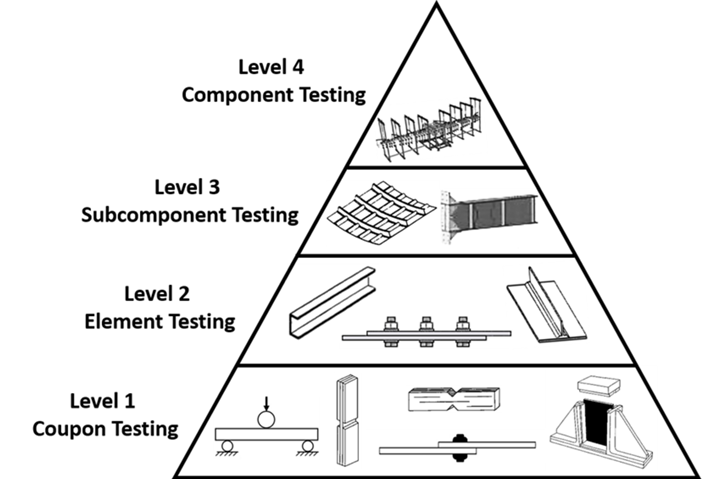
Fig. 1. Building block approach for composite structures. Photo Credit, all images: Dan Adams
In my August 2021 column, I introduced the composites building block approach as a step-by-step series of mechanical tests of increasing complexity, coupled with analyses performed at each step, that serves as a framework for designing composite structures. I focused on the base level of the building block pyramid (Fig. 1), referred to as the coupon level, in which a majority of the coupon-level testing is performed for screening candidate composite materials and establishing material properties and allowables. In this column, I’ll focus on the upper building block levels, commonly referred to as the element, subcomponent and component levels.
Although a majority of references to the building block approach for composites design focus on the aviation market where it was first developed1, the same general approach is followed in many other end markets. Not surprisingly, the quantities and types of composites testing varies greatly, and depends on the application and the complexity of the composite structure. In this column I’ll provide examples of tests performed at the upper building block levels when designing a composite bicycle frame, a composite automotive chassis and a composite aircraft wing structure.



Progressing up the building block beyond coupon-level testing, element-level tests typically focus on specific complexities associated with the composite structure. Examples include a region of curvature or tapering, a cut-out or thickness build up and a bonded or bolted joint. Additionally, the complexity may be produced by the method of loading, resulting in a complex stress state and an unknown mode of failure. Element-level tests are also used for assessing and calibrating analysis methods to be used in predicting the failure modes and locations for selected structural features. For this purpose, relatively simple element-level test articles are often designed to investigate a particular failure mode and subsequently used to develop a predictive capability for use in higher level tests, as well as the final composite structure. In these and all other test articles used as part of the building block approach, the materials, manufacturing and inspection methods should be the same as those to be used in the production of the composite structure.
Examples of element-level testing performed when designing a composite bicycle frame include composite tube flexural testing, tube-to-lug bond testing and seat tube/post junction testing. However, testing at the element level may be limited due to the affordability of performing tests on subcomponents (portions of the bicycle frame) as well as component-level (complete) bicycle frames. For a composite automotive chassis, tapered composite tube crush testing and critical bonded joint testing may be performed. For a composite aircraft wing structure, examples include skin/stiffener pull-off tests, ply drop-off region tests and bonded or bolted joint tests.
Considerable flexibility exists when choosing the extent/amount of testing performed at each level of the building block.
The next level of the building block focuses on the testing and analysis of subcomponents, typically consisting of an assembly that represents a portion of the entire composite structure. The added complexity of subcomponent test articles often requires more complex and expensive testing fixtures and loading frames to produce loading and boundary conditions representative of those within the full composite structure. Additionally, subcomponent testing is performed with test articles and loadings designed to produce a specific failure mode or failure at a specific location for use in further validating analysis methods. Similarly, testing may be performed to assess damage tolerance and the effectiveness of repairs. In addition to quasi-static loading to failure, cyclic fatigue loading is also commonly performed.
An example of the differences between element and subcomponent testing is illustrated in Fig. 2 below for the case of a composite cone structure from a composite automotive chassis2. While both the element and subcomponent test articles are realistic in terms of size and shape, the element-level cone has a simplified geometry and represents only the front crush region of the complex cone. In contrast, the subcomponent level test article consists of the entire composite part and retains the complex structural features, attachment points and adhesive bonds.
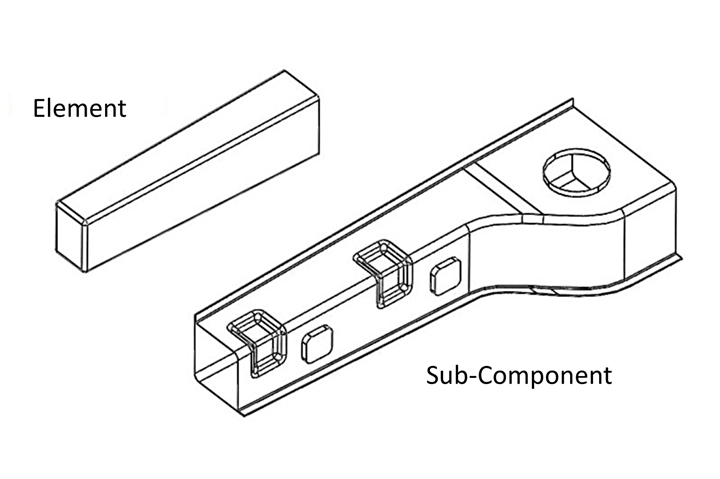
Fig 2. Example element and subcomponent level test articles for composite automotive chassis.
Examples of subcomponent-level testing performed when designing a composite bicycle frame include front tube/lug flexure testing and bottom bracket torsion testing. For a composite automotive chassis, examples include crush testing of the complex cone structure shown in Fig. 2 as well as bumper beam assembly and sill-to-floor junction dynamic testing. For a composite aircraft wing structure, examples include metal lug to composite spar joint testing, composite wing spar testing and multiple-stiffener wing panel testing.
The top level of the building block pyramid shown in Fig. 1 (opening image), referred to as the component level, also serves as the full-scale level in cases where the composite component represents the entire structure. At this building block level, the fully assembled component is subjected to a series of loading cases to investigate load paths through structures as well as the resulting failure modes and locations. Load cases as well as failure modes may also be identified from analyses performed at the component level and from established industry-standard tests. Measured deflections, strains and resulting failure locations and modes obtained from testing are compared to predictions from analyses. Component-level testing for our three example applications would feature the three composite structures used as examples: a composite bicycle frame, a composite automotive chassis and a composite aircraft wing structure.
The quantity of testing performed at each building block level depends on the size, criticality and complexity of the composite structure. For relatively small and simple composite structures, a larger number of subcomponent- and component-level tests may be feasible, and therefore a reduced number of coupon and element testing may be performed. Similarly, there may be a reduced focus on the use of analysis methods and a greater emphasis on testing when developing relatively small and simple structures. Using our three applications as an example, more subcomponent- and component-level testing and less focus on coupon-level and element-level testing, as well as analysis, may occur when developing a composite bicycle frame, but a greater focus on lower level building block testing and analysis will arise when developing a composite aircraft wing. As these three example applications illustrate, considerable flexibility exists when choosing the extent/amount of testing performed at each level of the building block.
References
1Composite Materials Handbook - 17 (CMH-17), Volume 3: Materials Usage, Design, and Analysis, SAE International, Rev. G, 2012.
2Barnes, G., Coles, I., Roberts, R., Adams, D.O., and Garner, D.M., “Crash Safety Assurance Strategies for Future Plastic and Composite Intensive Vehicles (PCIVs),” Volpe National Transportation Systems Center Report DOT-VNTSC-NHTSA-10-01, June 2010.








Related Content

Damage tolerance testing of sandwich composites: The sandwich CAI test
A new ASTM-standardized test method established in 2022 assesses the compression-loaded damage tolerance of sandwich composites.
Read More
Numerical tool with mean stress correction demonstrated for fatigue life estimation of thermoplastic composites
To aid design of fatigue-resistant structures, Econ Engineering has developed an algorithm to evaluate ply-based cyclic stiffness degradation combined with an FE failure check, validated for a CF/PAEK pressure vessel.
Read More
Testing to support composite bolted joint analysis
An overview of ASTM Standard Guide D8509, and its coupon-level mechanical testing of design properties for analyzing composite bolted joints.
Read More
Composite test methods (and specifications) for fiber-reinforced concrete structures
While initially focused on transitioning existing standards published by the American Concrete Institute, the relatively new ASTM Subcommittee D30.10 is developing new standardized test methods and material specifications for FRP composites.
Read MoreRead Next

Composites testing as part of a building block approach, Part 1: Coupon-level testing
The building block materials testing approach is a step-by-step process that serves as a framework for designing composite structures while also reducing risk and cost.
Read More
VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More