
Main landing gear doors designed for all contingencies
For the Airbus XWB airliner, they must meet strict structural, aerodynamic, emergency and aesthetic requirements.

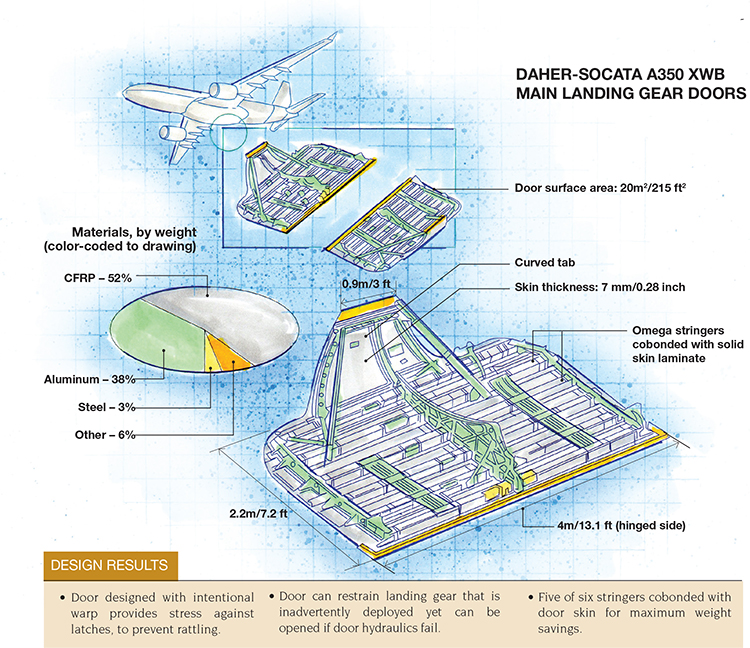
Daher-Socata A350 XWB Main Landing Gear Doors. Illustration: Karl Reque

Each Airbus A350 landing gear door features a carbon fiber composite skin and six carbon fiber composite omega stringers, five of which are cobonded to the skin. The door is designed with built-in warp to provide pressure against the latch when closed so as to prevent vibration. Source: Daher-Socata

The MLGD solid laminate skin is layed up on this Coriolis automated fiber placement system mounted on the end of a KUKA robot. Source: Daher-Socata

The landing gear retract inward for storage behind doors designed to retain errantly deployed gear yet open if door hydraulics fail. Source: Daher-Socata

Painted doors are placed in this “precrush/prewarp structure,” which simulates the mechanical/aerodynamic stresses of flight. Source: Daher-Socata



Design Results:
- Door designed with intentional warp to provide stress against latches, to prevent rattling.
- Door can restrain landing gear that is inadvertently deployed yet can be opened if door hydraulics fail.
- Five of six stringers cobonded with door skin for maximum weight savings.



Of the hundreds of structural parts and hundreds of moving parts on a commercial airplane, there are very few that are both structural and moving that also face the aerodynamic and mechanical-performance demands placed on landing gear doors. Among the largest moving structures on an aircraft, they must perform flawlessly under all flight conditions and meet a host of contingency requirements in the event of aircraft power loss or landing-gear failure. Recently tasked with the job of designing and fabricating the main landing gear door (MLGD) for the Airbus (Toulouse, France) A350 XWB, Daher-Socata (Paris, France) opened its doors to HPC and revealed much of the engineering knowledge behind these complex composite structures, acquired during its long history in landing gear door production.
Daher-Socata is the aerospace and defense arm of the larger Daher Group and comprises several manufacturing facilities, most of which are in Europe (the balance is spread throughout the U.S., Mexico, Africa and Asia). The facility tasked with manufacturing the A350 XWB MLGDs is in Tarbes, France, about 150 km/93 miles southwest of Toulouse near the French Pyrénées.
The Tarbes facility was established in 1911 as Morane Saulnier, an aircraft manufacturer that, in 1954, designed and built the MS 760 Paris, the world’s first business aircraft. The company went on to build the MS 880 Rallye general aviation craft, followed by the still-popular TBM business planes. In 1966, the French state-owned Sud Aviation (Toulouse) bought Morane Saulnier, and the name was dropped in favor of Socata (Societe de Construction d’Avions de Tourisme et d’Affaires). In 2000, Socata became a wholly owned subsidiary of EADS (Leiden, The Netherlands). In 2009, Socata was sold to Daher.
The Tarbes plant expanded over the years and now houses, primarily, the thermoset composites aerostructures manufacturing operations for aircraft ranging from the A380 (front landing gear) to the A330 (belly fairing) to the A350 XWB. Daher-Socata also makes some metal structures and offers premanufacturing, logistics and support services to both Airbus and Eurocopter (Marignane, France). (Daher-Socata, in fact, is the largest aerostructures supplier to Eurocopter.)
Under this relatively rare type of service relationship, Daher-Socata not only fabricates parts but also provides personnel who work on the Airbus final assembly line to install the fairing on aircraft. Thus, Airbus dilutes some of its assembly risk and gives Daher-Socata a greater stake in the aircraft’s fortunes. Frank Tonon, program manager at Tarbes, says, “It works very well for our customers here in Europe .... We work on the final assembly line with Airbus and Eurocopter workers and are very much a part of the program.”
A warped door is a good door
It was no surprise, then, that Daher-Socata won the contract to manufacture the two A350 MLGDs, each a 4m by 2.2m (13.1-ft by 7.2-ft) carbon fiber composite structure, under the fuselage and between the wings. The doors are hinged back-to-back in the center of the fuselage and open only when the landing gear are retracted or deployed. Located under each wing, adjacent to the fuselage, each landing gear levers inward for storage under the fuselage. The MLGDs are flat and rectangular except for a 0.9m/3-ft wide curved tab that extends from the end opposite the hinges to conform with the fuselage curvature (see drawing, top left).
Philippe Vallee, stress leader for Daher-Socata, lists four operational contingencies that put extra pressure on the design and engineering team during the door’s development:
- Normal operation: Doors open and close via hydraulic action, followed by deployment or retraction of the landing gear.
- Landing gear malfunction, closed: Doors remain closed and locked in the event of inadvertent landing gear deployment.
- Hydraulic power malfunction, part 1: Doors are pushed open by landing gear deployment in the event of loss of hydraulic power to the doors.
- Hydraulic power malfunction, part 2: Doors withstand pressure of flight dynamics in the event that landing gear push the doors open and they remain open while in flight.
Finally, there is one design consideration that trumps them all, and it involves the fit of the MLGD against the latches that lock it closed. Call it the “auditory factor.” Any door — in a house, office or airplane — that is perfectly hung and aligned closes easily, but often loosely, against the latch, says Vallee. On a plane, he explains, that perfect door “will vibrate and rattle during flight. This is a very distressing thing for passengers to hear.” A warped door, on the other hand, might be more difficult to close and latch, but the warp provides a built-in stress that keeps it from vibrating.
So it was that Daher-Socata made the decision to design the A350 XWB’s MLGD with warp built in to keep the door snug and rattle-free. The question was, How much warp is required to properly stress the door and meet aerodynamic requirements? Designers at Daher-Socata employed Dassault Systèmes’ (Vélizy-Villacoublay, France) CATIA software to evaluate the door shape and behavior in a variety of conditions, including at initial closure and latching, and at normal cruising speeds.
Engineers discovered that constantly changing air pressures as the craft changes altitude and airspeed cause the MLGD to change shape. Designers determined where and how these changes occurred and then used that data to optimize the design. The ultimate goal, says Tonon, was to develop an as-molded shape that would flatten at cruising speed to create an aerodynamically invisible door that did not vibrate against the latch. “We had 22 people working on stress calculations for this part,” says Tonon. “It was not easy, but it was very interesting.”
After several iterations, Daher-Socata designers settled on a final “warped” design that included an apparent gap of unspecified dimension at the door closure between the MLGD edge and the landing gear opening in the plane’s underside. This molded-in warpage was mirrored in the production tooling. “Once we had the mold shape defined,” says Vallee, “the design was frozen.”
Putting it all together
The basic door comprises a carbon fiber skin with six carbon fiber omega stringers, five of which are cobonded. It also features 170 metallic parts — some for structural support and some fixtures. At the center of the door’s inside, perpendicular to the stringers, a curved metallic buffer provides the primary contact point for stored landing gear in case of accidental deployment when the doors are closed. A finished door is 52 percent composite by weight, with the balance made of titanium, aluminum and steel.
The skin is manufactured in Tarbes via automated fiber placement (AFP) using a Coriolis Composites (Queven, France) fiber placement head located at the end of a KUKA Robotics (Augsburg, Germany) articulating 6-axis robot (see photo, top left). The skin mold is fixtured vertically, while the 16-tow AFP head applies Hexcel (Stamford, Conn.) M21E carbon fiber/epoxy prepreg tows 6.35 mm/0.25 inch wide to a thickness of 7 mm/0.28 inch. The skin layup takes about 12 hours, Tonon says.
The stringers, also made with Hexcel’s carbon fiber prepreg, are hand layed right now, but Tonon says layup will be automated soon. In the meantime, the stringers are formed on a Pinette Emidecau (Chalon sur Saône, France) hot-forming press and have a finished dimension of 105 mm/4.1 inches high and 140 mm/5.5 inches wide at the base. Five of the stringers are bonded to the skin via cocuring in a Maschinenbau Scholz GmbH & Co. KG (Coesfeld, Germany) autoclave. Two doors — one plane set — are bagged and cured simultaneously. A sixth stringer, says Vallee, is bolted to each door skin afterward, due to higher mechanical loads at that location.
Every MLGD, before it leaves the Tarbes plant, must be checked to verify the built-in warp dimensions. This is done in a process Daher-Socata calls “pre-crush/pre-warp.” The door is placed in a large blue hydraulically actuated fixture that, when activated, simulates the pressure and stress of a latched MLGD in flight at full speed. While under this stress, the door is subjected to two hours of dimensional assessment via a FARO (Lake Mary, Fla.) laser measurement system. This process verifies that the door shape changes per design, and it provides Daher-Socata with a data set that acts as a “fingerprint” for each MLGD. There are certain dimensional tolerances that a door must meet before it is delivered to the Airbus final assembly line. Tonon says Daher-Socata has yet to build a door that does not meet dimensional specifications.
Daher-Socata’s combination of design and manufacturing knowledge and experience ensures the company will have a hand in more than a few commercial aircraft programs in the years to come. For now, this French firm is glad to point to a video of the A350 XWB’s first flight — during which the MLGDs were open the entire time — as proof of what the company can do. “That first flight was our validation,” Tonon says. “Those doors worked just as they were designed to.”














Related Content

Plant tour: Spirit AeroSystems, Belfast, Northern Ireland, U.K.
Purpose-built facility employs resin transfer infusion (RTI) and assembly technology to manufacture today’s composite A220 wings, and prepares for future new programs and production ramp-ups.
Read More
Next-generation airship design enabled by modern composites
LTA Research’s proof-of-concept Pathfinder 1 modernizes a fully rigid airship design with a largely carbon fiber composite frame. R&D has already begun on higher volume, more automated manufacturing for the future.
Read More
Cryo-compressed hydrogen, the best solution for storage and refueling stations?
Cryomotive’s CRYOGAS solution claims the highest storage density, lowest refueling cost and widest operating range without H2 losses while using one-fifth the carbon fiber required in compressed gas tanks.
Read More
Welding is not bonding
Discussion of the issues in our understanding of thermoplastic composite welded structures and certification of the latest materials and welding technologies for future airframes.
Read MoreRead Next

Integrated, optimized aircraft door
This composites manufacturer is betting its one-piece 3-D preform and RTM process will trim weight from today’s fastener-intensive “black aluminum” aircraft doors.
Read More
A400M cargo door: Out of the autoclave
This structural military airframe part is the largest made to date via the vacuum-assisted resin infusion process.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More