

.jpg;width=70;height=70;mode=crop;format=webp)





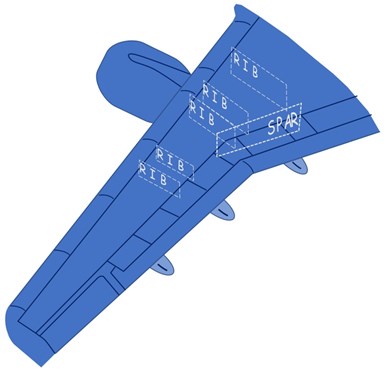
Shown here is the spar structure developed by Daher for the Airbus Wing of Tomorrow (WOT) program. It is fabricated with Hexcel’s M56 epoxy prepregged into AS4 carbon fiber fabric and IM7 UD carbon fiber tapes, cured out of autoclave (OOA) following layup with a Coriolis automated fiber placement (AFP) system. Photo Credit: Daher
Airbus (Toulouse, France) is in the midst of a broad effort to work with aerocomposites fabricators on the development of out-of-autoclave (OOA) structures for the company’s Wing of Tomorrow (WOT) program. These structures are being delivered to Airbus in 2021 and will be assembled into a demonstrator wing that will be tested and evaluated for potential use in a next-generation single-aisle aircraft. When such a program might be announced is unknown, and the subject of much speculation, but the entire aerocomposites supply chain is positioning itself to be a part of the next generation of aircraft manufacturing, whether it’s for Airbus or Boeing, or both.
CW has reported on some of this WOT activity already in stories about the lower wing skin produced by Spirit AeroSystems (Wichita, Kan., U.S.), and thermoplastic ribs produced by GKN Aerospace (Hoogeveen, Netherlands). Joining the WOT effort is aircraft manufacturer and aerostructures provider Daher (Paris, France), which has developed, manufactured and delivered an OOA rear spar and five thermoplastic ribs for the program.



“Daher is proud to participate in this WOT program. This development confirms Daher’s position as one of the world leaders in thermoplastic technologies and in thermoset integrated functions structures, as well as a strong partner for aircraft manufacturers and a Tier 1 for complex parts,” Dominique Bailly, VP R&D at Daher, says.

The Daher WOT spar is two meters long and is designed to meet anticipated production rates of 60-100 shipsets/month. Photo Credit: Daher
High-performance spar
The WOT demonstrator, like any commercial aircraft wing, has several spar structures. The rear spar Daher developed for WOT is outside the tank and the second closest of two spars immediately adjacent to the fuselage, located just above the landing gear. It measures more than two meters long and 10 millimeters thick, and must meet significant strength and stiffness requirements — a “few tons applied on features and several ten of tons for shear and traction in the spanwise direction,” says Bailly — given its proximity to the fuselage and to the landing gear system.
In addition, says Alexandre Condé, chief engineer at Daher who worked on the spar, Airbus was looking for development of a highly automated manufacturing process that would allow the company to reduce aircraft weight and cost-effectively meet aircraft production rates of 60-100 shipsets per month. Daher proposed a design able to replace 15 metallic components and fasteners that were original to the baseline composite spar design. “The idea was to integrate the most features to be cost-effective and save weight,” Condé says.
The spar structure that resulted is a byproduct of an OOA vacuum bag only (VBO) thermoset spar developed by Daher in 2018 for a Dassault Aviation (Paris, France) business jet. Bailly says the Dassault spar was fabricated with Hexcel’s (Stamford, Conn., U.S.) M56 epoxy resin-based prepreg, cured OOA VBO. Subsequently, as Daher became involved with the Airbus WOT program, the company decided to adapt the design, processes and justification from the Dassault spar and apply it to the new Airbus WOT structure, selecting the Hexcel M56 350°F cure OOA epoxy, prepregged into Hexcel AS4 carbon fiber fabric and IM7 UD carbon fiber.
The Daher Wing of Tomorrow work package include fives ribs and one spar section, as shown here. Photo Credit: Daher
The manufacturing process used to fabricate the spar is automated fiber placement (AFP) using a Coriolis Composites (Queven, France) system, which applies material over a male mold. Cure is performed under vacuum bag in an oven. The resulting part, says Condé, has a porosity of 0.1%.
Condé says the prepreg was chosen over liquid resin molding for the same reason that prepreg has become a staple of aerospace manufacturing over the last 30 years: It provides a consistent and dependable resin/fiber volume that enables production of parts that have consistent and dependable dimensions and mass. “Using this new generation of OOA resin with only vacuum, you have a perfect robustness in the fiber content in the thickness of the composite after curing,” Condé says. “Also, the weight of the part is very stable because you are not pushing the resin outside the fiber.”
Daher says it was the first partner to deliver, in late 2020, a WOT component—one spar to Airbus in Bristol, U.K.—for integration into the first WOT demonstrator; the company is in the process of delivering two more. Beyond this demonstration phase, Daher is also thinking about industrialization of spar fabrication and working on a manufacturing system design (MSD) analysis that estimates and simulates operations, facility, equipment and personnel requirements for full-rate production of a next-generation single-aisle aircraft.
Multiple ribs, multiple sizes
The effort at Daher to develop ribs for the WOT program has been more complex and demanding. The company has designed five ribs of varying sizes and dimensions within the interior of the wing; the other ribs are a combination of aluminum and composite designs, including a thermoplastic composite rib designed by GKN Aerospace.
In a previous project with Dassault Aviation, Daher had demonstrated its ability to design and manufacture relatively small ribs from thermoplastic composites, explains Bailly. With WOT, the company has had the opportunity to extend its skills toward the development of larger (~2 meters long), higher-load ribs.
In addition, per WOT goals, Daher is targeting a technology readiness level (TRL) of 6 by the end of 2023. “At the end of the WOT program, when we have proved that we are at TRL 6 for big ribs, between these two programs [WOT and Dassault Aviation], we will have demonstrated that we are able to cover the complete rib portion of the wing — that is the idea,” Bailly says.
“We’ve taken advantage of this program to look at different ways to manufacture parts and to compare mechanical behaviors, and also to look at the impact on the manufacturing. In parallel, we are working on the simulation to predict the component behavior like spring-back or stamping effect. The aim is to reduce trials during the development, therefore the non-recurring cost,” says Condé.
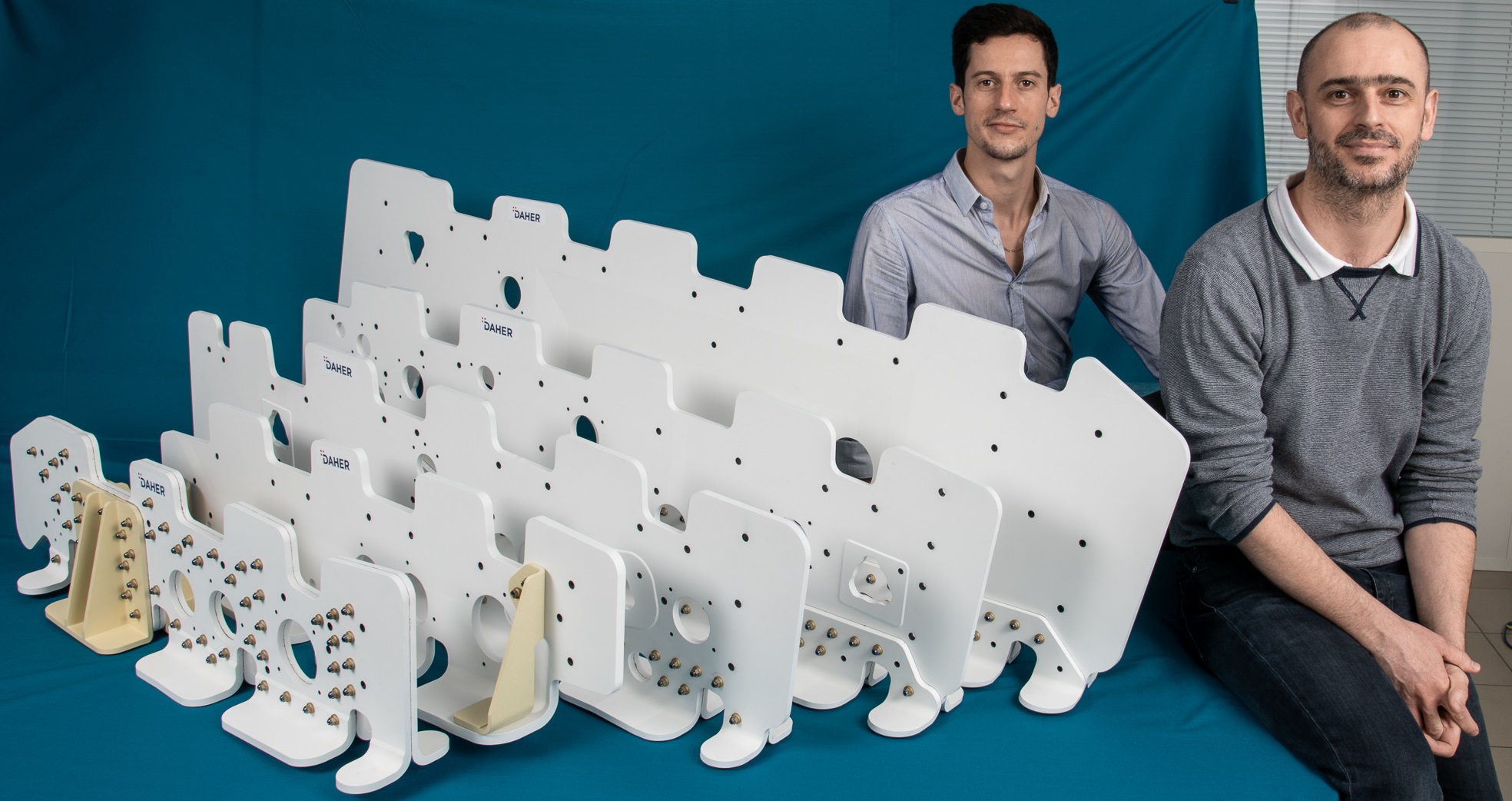
Shown here are the five ribs in the Daher Wing of Tomorrow lineup. Material is carbon fiber/PAEK supplied by Victrex and Toray Advanced Composites. Each rib is press-formed and then trimmed to final size and dimension. Flanges are either “L” or “T” shaped. Photo Credit: Daher
Like the spar, development began at the coupon, element and detail level, followed by the manufacture of subscale parts before the final, full-sized parts were built. Testing was conducted at each level, Condé notes, including specific tests developed by Daher for rib features.
For all five ribs, Daher ultimately decided to use unidirectional (UD) carbon fiber/low-melt polyaryletherketone (PAEK) tapes supplied by Toray Advanced Composites (Morgan Hill, Calif., U.S.) using resin manufactured by Victrex (Cleveleys, Lancashire, U.K.). To manufacture the ribs, flat blanks are made using AFP followed by oven consolidation — in some cases, materials are pre-consolidated prior to stamp forming. As needed, additional flanges or other components are mechanically fastened onto the stamp-formed parts.
Each rib was designed according to its position along the wing, size specifications and load requirements (one ton to 50 tons), thus each is unique in several ways. The largest rib measures 2 meters long x 1 meter wide. Regardless, each starts with a flat web, which is stamp formed to an “L” shape to create a flange along the bottom of the part where it connects to the wing skin. For additional stability, several of the ribs comprised two “L”-shaped components mechanically fastened back-to-back to form a “T” shape with bidirectional flanges.
Specialized features included a bracket (manufactured from thermoset composites) for connection with the flap track attached to the rib, and a series of holes or ply drops into certain ribs to reduce part weight.
“The entire time we were designing, we had to manage the complexity versus the cost,” Bailly says. “That was always in our mind, to do something simple but cost-efficient.” Simplicity was key from a production rate perspective as well, Condé notes. “If it’s too complex, that will not be competitive from the customer point of view, at the very high rates they want to have.”
One challenge that introduced complexity into the design was the relative thickness of each of the ribs — up to 12 millimeters for the largest rib. Thicker fabrics tend to wrinkle or form incorrectly when stamp formed, and thicker parts can be difficult to machine into the finished shape.
For machining, Daher used a mix of waterjet cutting and mechanical machining depending on part needs, both to mitigate issues in part thickness and to manage the temperature. In addition, on the 12-millimeter-thick rib, the team designed a ply-drop window into the middle of the component to reduce overall part weight. In addition to solving these potential issues, Condé notes that the ply-drop window also enabled Daher to “try different kinds of manufacturing features upon the parts, to increase our understanding of the parts’ behavior.”
The stamp forming process proved an even greater challenge. “We had to imagine a new way of stamping to mitigate the risk of wrinkles,” Bailly says. Daher ultimately developed a proprietary method for solving the issue.
Next steps
Beyond WOT, Daher is evaluating alternative manufacturing methods for producing thermoplastic ribs, while making plans to develop a full production line for high-rate manufacture in the future.
For example, while the WOT demonstrators use fasteners, Bailly notes that through its 2019 acquisition of thermoplastic composites and induction welding specialist KVE Composites (The Hague, Netherlands), Daher possesses the capability for welded components in the future. “We are working on another, separate project to reach a higher TRL level on UD thick parts welding [for use on next-generation single-aisle aircraft],” he says.
Daher is also working on the development of a full production line to produce thermoplastic ribs in the future. “We are really improving the concept and reducing the number of machines needed for all of the tasks and reduce process costs,” Bailly says, with the goal being to match high-volume aircraft production targets.








Related Content

Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read More
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read More
Carbon fiber, bionic design achieve peak performance in race-ready production vehicle
Porsche worked with Action Composites to design and manufacture an innovative carbon fiber safety cage option to lightweight one of its series race vehicles, built in a one-shot compression molding process.
Read More
The potential for thermoplastic composite nacelles
Collins Aerospace draws on global team, decades of experience to demonstrate large, curved AFP and welded structures for the next generation of aircraft.
Read MoreRead Next

“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More