




High fiber volume, low-void ribs and stringers
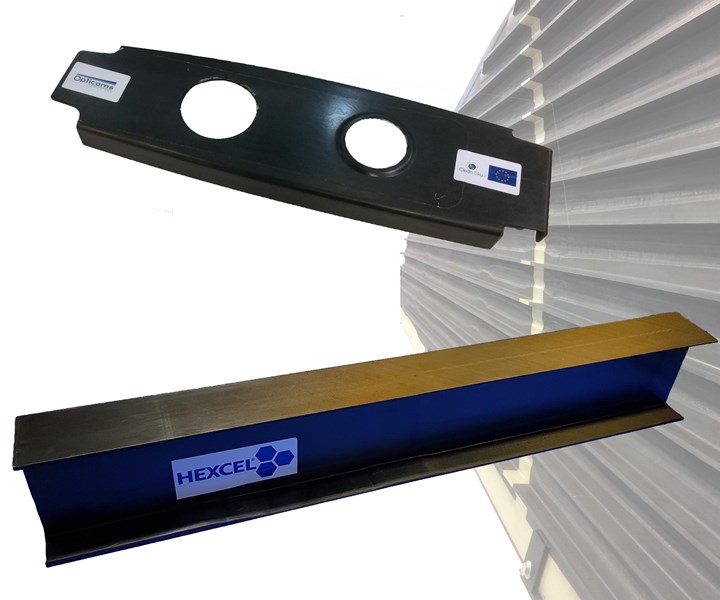
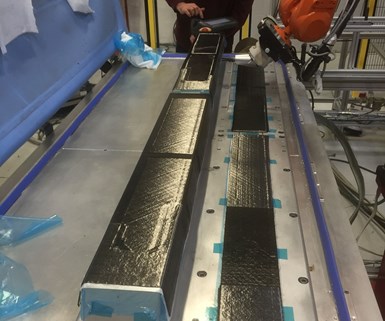
Techni-Modul and Hexcel partnered to demonstrate production of CFRP ribs and stringers using automated preforming and a fast-injection form of resin transfer molding (RTM). The goal is affordable, OOA primary structures like this infused wingskin made by Premium Aerotec using Solvay materials. Source | Techni-Modul Engineering and CW, Ginger Gardiner.
Composites have secured a permanent place in commercial airliner airframes because they enable high-strength, lightweight structures that provide lower maintenance costs compared to metal. Current projections for the next generation of both wide- and narrow-body aircraft show continued growth in composite airframes, but only if materials and processes can meet challenging targets for low cost and high production rates. Although autoclave-cured epoxy prepreg has reigned supreme in carbon fiber-reinforced polymer (CFRP) airframes to date, developers of next-generation aircraft are aggressively pursuing out-of-autoclave (OOA) technologies with integrated automation and inline inspection as key enablers for future Industry 4.0 production.



Equipment and automation supplier Techni-Modul Engineering (Coudes, France) and its U.S. subsidiary Composite Alliance Corp. (Dallas, Texas, U.S.) have partnered with the U.K. and French business units of advanced materials supplier Hexcel (Stamford, Conn., U.S.) to demonstrate automated OOA production of CFRP ribs and stringers. The parts are made with automated preforming of Hexcel dry carbon fiber reinforcements and a compression resin transfer molding (C-RTM) process that offers fast infiltration of Hexcel HexFlow RTM6 liquid epoxy resin to produce parts with 60% fiber volume and less than 1% voids in a 2.5- to 3.0-hour cycle that can be scaled to produce multiple parts for high-rate production.
Development of dry reinforcements
“We see liquid composite molding (LCM) as offering an answer to the three-way challenge to reduce cost, be rate ready and provide primary structure performance,” explains Rémy Pagnac, Hexcel technical support engineer for liquid composite molding. Hexcel has developed its HiMax noncrimp fabric (NCF) and HiTape unidirectional (UD) carbon fiber materials to address primary structure performance needs when using LCM processes. HiMax enables large, flat structures such as wingskins to be laid up quickly, while HiTape enables tailored layups for large, complex structures with minimal waste. “We can achieve properties equal to latest generation UD prepregs,” Pagnac adds.
Hexcel has worked to reduce bulk and improve drapability with HiMax NCF, including a fine, 20 dTex stitch yarn. HiMax materials are made at the previous Formax facility in Leicester, U.K., which Hexcel acquired in 2016. The lightweight, spread-tow multiaxials produced at this facility already had a long history of providing solutions for demanding applications such as racing yachts, supercars and Formula 1 racecars. Now NCF materials have been used in a wing demonstrator project completed by Airbus Defense and Space (Airbus DS, Cadiz, Spain) and Danobat (Elgoibar, Spain) using the latter’s Automated Dry Material Placement (ADMP) technology — a type of automated fiber placement (AFP) for NCF (see “Proving viability for dry fabrics infusion for large aerostructures”) — and in the Airbus-sponsored ZAero project for zero-defect CFRP structures such as stringer-stiffened wingskins (see “Zero-defect manufacturing of composite parts”). Since 2016, Hexcel Leicester has also been working on HiMax solutions for aerospace applications with major OEMs.
With both HiMax and HiTape, Hexcel integrates layers of thin, low-areal-weight thermoplastic filament veil that act as a binder, eliminating the need for powder binders historically used in dry materials for preforming and liquid molding. For HiMax, this veil is interleafed between NCF plies; for HiTape, the veil is applied to both sides of the carbon fiber unitape. “With this, you don’t need to use powder binder to hold the UD layers in place,” explains Pagnac. “HiTape is calibrated, and is not a slit tape, so there is no fuzz and there is less variation in width for improved AFP processing. The thermoplastic veil also adds toughness to the final laminate, and we have demonstrated that we can achieve high material deposition rates with the next generation of AFP machines.” In a May 2015 SAMPE paper, Hexcel describes a single-curvature preform manufactured using 0.25-inch-wide HiTape applied with a laser-equipped Coriolis Composites (Quéven, France) AFP machine at a layup speed of 1 meter/second. It has also worked with Electroimpact (Mukilteo, Wash., U.S.) AFP equipment to demonstrate deposition rates of up to 150 kilograms/hour for a full-size spar aerostructure.
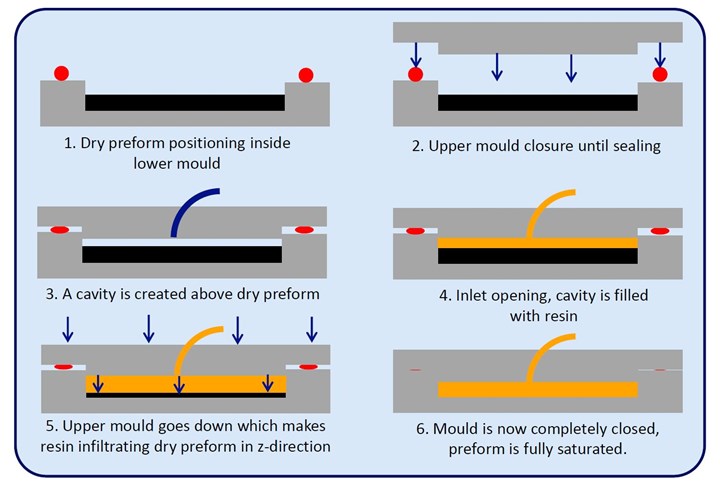
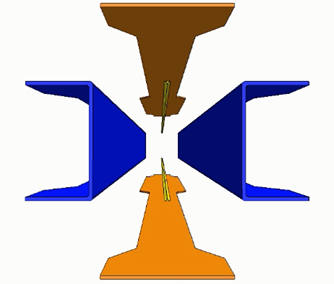
Fig. 1 Compression RTM
In C-RTM, the dry preform is placed into an RTM mold, but the mold is only partially closed, leaving a gap between the dry preform and the upper mold surface. Vacuum is then applied, resin is injected and the press closes the gap in the mold, pushing the liquid resin down into the preform in the z-direction across the whole part. Source | Hexcel
Adapting C-RTM for aerospace
C-RTM was first introduced with high-pressure RTM (HP-RTM) for automotive composites. As with conventional RTM, C-RTM entails placing a dry fiber preform into a matched metal mold, injecting liquid resin into the preform and then applying heat and pressure using an actuated press. In C-RTM, however, the mold is only partially closed, leaving a gap between the dry preform and the upper mold surface (Fig. 1). Vacuum is then applied, a precise dose of mixed resin is injected and the press closes the gap in the mold, forcing the liquid resin down into the preform in the z-direction across the whole part. “This is much faster than injecting the resin in-plane through the part,” explains Techni-Modul Engineering process engineer Thomas Chevallet.
Techni-Modul Engineering saw an opportunity to adapt C-RTM for aerospace during its role as a partner in the Clean Sky 2 “Optimized Composite Structures” (OPTICOMS) project. Organized within Work Package B-1.2 (“More affordable composite structures”), OPTICOMS aims to reduce small aircraft (e.g., regional jetliner) production costs via integrated structures and automated manufacturing, exploring both prepreg and liquid resin methods. OPTICOMS has designed a composite wing demonstrator comprising an upper wingskin with three spars, produced as an integrated structure in a one-shot process. The full-scale wing (Fig. 2) is part of an AIRFRAME Innovative Technology Demonstrator (ITD) for evaluating and maturing technologies toward technology readiness level (TRL) 6 for next-generation aircraft in production from 2025 onward. Israel Aerospace Industries (Lod, Israel) was selected as the coordinator for OPTICOMS in July 2016. The consortium also includes small aircraft OEM Piaggio Aerospace (Savona, Italy), Techni-Modul Engineering and AFP equipment suppliers Coriolis Composites and Danobat.
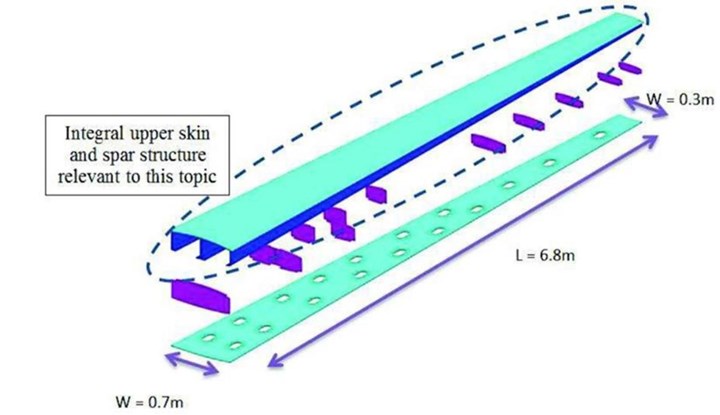
Fig. 2 Clean Sky 2 OPTICOMS rib
Techni-Modul is a partner in the Clean Sky 2 “Optimized Composite Structures” (OPTICOMS) project, which has designed a composite wing demonstrator comprising a lower wingskin, multiple ribs and an upper wingskin with three spars. The latter is produced as an integrated structure in a one-shot process. The demonstrator will be evaluated for next-generation aircraft in production from 2025 onward. Source | Clean Sky 2
“C-RTM was well known in the industry,” explains Chevallet, “but with HP-RTM, a big press is still needed. Our development was to adapt C-RTM for fast injection using lower pressures, enabling less costly production of aerospace parts with very strict requirements for high fiber volume, fiber alignment and low voids. Injection time for the 0.7-meter long by 0.2-meter wide wing rib in the OPTICOMS project was cut from 40 to five minutes. In a separate test program for an I-beam stringer measuring 900 millimeters long and 150 millimeters high, injection time was shortened from one hour to less than five minutes.
“This reduction in injection time offered by C-RTM would be even greater for large parts such as full wingskins or helicopter rotor blades,” adds Chevallet. He notes that C-RTM also allows injection of high-viscosity resins as well as lower-pressure injection systems and lower-tonnage presses, which reduce costs. “The mold pressure during C-RTM is only 6 bar, much lower than what is used in HP-RTM,” Chevallet explains. “The process achieves aerospace-quality composites yet works well for large, thin parts and smaller, complex-shaped parts.”
Automated preforming
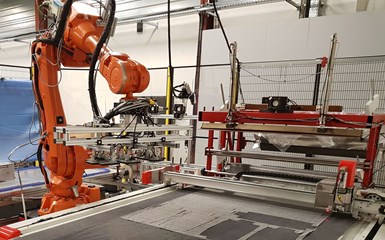
Although faster, lower-cost resin injection and OOA molding are key parts of this approach for more affordable aerocomposites production, the process chain still requires multiple steps for cutting and layup of materials and preforming. “For us, OPTICOMS was also about automation,” says Chevallet. Techni-Modul Engineering supplied not only a C-RTM injection system for the OPTICOMS project, but also a pick-and-place robot and a hot drape forming (HDF) machine, all integrated into a fully automated production cell.
Shortly after OPTICOMS commenced in 2016, Techni-Modul Engineering subsidiary CAC won the ACE Equipment and Tooling Innovation Award in the manufacturing category for its automated 3D preforming cell at CAMX 2016 (Sept. 26-29, Anaheim, Calif., U.S.). Able to produce 3D preforms from dry fiber or prepreg, the cell used vacuum suction grippers to pick up, place and fold cut plies onto a heated preform mold. Techni-Modul Engineering and CAC developed software to prepare the cut plies of 2D materials for shaping into complex and developable surfaces. This cell was further developed in OPTICOMS and the I-beam test project.
Step 1
Source, all step images | Techni-Modul Engineering
Within the Techni-Modul Engineering automated cell, a pick-and-place robot removes plies from an automated cutter and applies them to a heated preforming tool.
Step 2
The preforming tools sit on a compaction table with a hinged reusable vacuum membrane (blue, at left) used to complete a heated debulk every 5-8 plies during layup.
Step 3
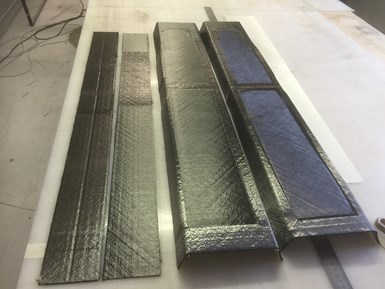
Each stringer preforming cycle produces one C-beam preform (two comprise the I-beam web) and one flat flange preform. Two sets required for each I-beam stringer are shown here.
Step 4
The four I-beam stringer preforms are placed into the RTM mold, vacuum is applied and resin injection is completed in 5 minutes.
Step 5

CW photo | Ginger Gardiner
After a 90-minute cure, the stringer is demolded and resin flash is trimmed for a complete part cycle of 4.5 hours.


Before debulking, blue release film is applied.

Breather is used to extract air across the preform.

After final debulk, the preform is cooled on the tool and cutouts are trimmed (below).

“We have automated the classic manual stacking of plies using robotic pick and place,” says Chevallet. “The robot picks up plies from an automated cutter and transfers these to the heated preform tool which sits on a compaction table [Steps 1 and 6].” A peel ply (blue film in Step 6), breather (white material in Step 6) and hinged reusable vacuum membrane (light blue at left in Steps 2 and 6) are applied, followed by vacuum and heat to preshape and remove air from the textile stack (hot drape forming, HDF) while melting the thin thermoplastic veils to create a compacted preform.
“How many plies you can compact at one time depends on the materials and shape of the part,” Chevallet explains. “For parts with low curvature, like a wingskin, then you could possibly compact every 50 plies. The OPTICOMS rib, however, has 90-degree angles, and the test I-beam stringer has T-shapes, so you must be careful not to form wrinkles in the plies during preforming.” He adds that such complex shapes may require compaction every 5-8 plies, but can still be part of a high-volume, industrialized process: Stack plies, 2-minute HDF compaction, reopen and stack again, followed by repeated compaction cycles with a final cooling of the preform on the tool before transfer to the RTM mold.
“Our automated cell can place at a rate of 15 seconds per ply,” Chevallet notes. “Layup for the OPTICOMS rib, with less than 20 plies total, was completed in 20 minutes.” Layup for the I-beam stringer was longer — 45 minutes due to its complex shape and laminate stack, including thickness variations from 1.2 to 6 millimeters. “This is still much faster than manual processes and reduces error risk, increases repeatability and quality while lowering cost,” he adds.
Step 7

The RTM tool for the OPTICOMS rib comprises multiple parts.
Step 8
The rib preform is placed into the RTM tool.
Step 9
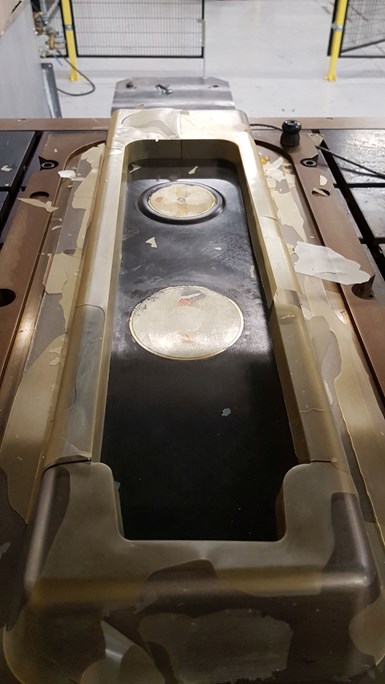
Vacuum is applied, resin is injected and infiltrates the preform, followed by a 90-minute cure. Here, the press has been opened to reveal the cured part.
Step 10

After demolding is completed, resin flash will be removed for a complete part cycle of 4 hours.
Smart control
Another key feature of Techni-Modul Engineering’s automated preforming cell is its integrated control system. Referred to as SMART CONTROL, its backbone is a camera system and multi-use software that compares pictures taken during processing to the part’s CAD database, enabling preform shape recognition, fiber orientation control, ply positioning and detection of defects and foreign object debris (FOD). The SMART CONTROL feedback instructs the robot how to pick up and place the plies in the right sequence and timing, but also alerts the cell operator when it detects errors. “The system can be configured so that the operator then manually removes the ply and restarts the system to replace it,” Chevallet explains, “or we can work with the customer to create an automated solution for removing defect plies and correcting errors.”
The same optical images used to detect ply edges and contours are also used for controlling fiber orientation. Chevallet concedes that if the part is very large (e.g., 2 meters long compared to 200 by 200 millimeters), “you may need a camera taking pictures [from a] higher vertical position to detect the edges of plies, and then move closer to the part for checking fiber orientation. You calibrate this sequence for each type of part. For detecting wrinkles and FOD, there is a database of different defects and you can add to this, so the deep learning algorithm improves over time. The idea is to have a system that is adaptive.”
Cycle time and future production
Preforms for the OPTICOMS rib were made using HiMax, and the I-beam stringer used HiTape. The resin system for both was Hexcel’s HexFlow RTM6 one-component (1K) liquid epoxy, which has a cure cycle of 90 to 120 minutes at 180°C. This cure is the longest step in the part cycle times for both the OPTICOMS rib and test I-beam stringer, as can be seen in Table 1.
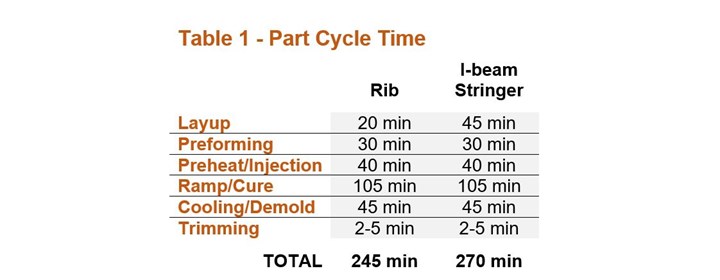
Source | Techni-Modul Engineering
To date, this has been the only epoxy qualified for RTM of aerospace structures. However, interest is growing in qualifying two-component systems that are mixed at the injection head, offering increased cure cycle flexibility and obviating the need for refrigerated shipping and storage required to prevent premature reaction of the premixed RTM6.
Airbus Helicopters (Donauworth, Germany) worked with Alpex Technologies (Mils, Austria) in the SPARTA project to demonstrate an HP-RTM process using a two-component version of HexFlow RTM6 to achieve 30-minute cures at 180°C for an A350 door frame, which is a complex-shaped primary structure measuring 2 meters tall, 200-250 millimeters wide and 8-10 millimeters thick (see “HP-RTM for serial production of cost-effective CFRP aerostructures”). Airbus has also demonstrated a 1.5-meter by 0.5-meter CFRP rib made using HP-RTM by its Composite Technology Center (CTC, Stade, Germany) subsidiary, achieving 20-minute molding cycles for parts with 60% fiber volume and less than 2% voids. In the past year, CTC has worked with a number of tier suppliers to transition hand layup prepreg parts to HP-RTM for the A320. However, 2K resin systems must be qualified for aerostructures production, and CTC is concerned about the ability to continuously ensure the mix quality of 2K resin systems in situ. Alpex is using in-mold sensors from Netzsch (Selb, Germany) and Kistler (Winterthur, Switzerland) to help achieve this, and other solutions are being developed (see “2-part epoxy for increased composite aerostructures production”).
Even without 2K systems, higher production volumes may be possible. Door frames in the SPARTA project were removed after the initial 30-minute cure at 180°C and post-cured out of the press, under vacuum to remove thermal stress and ensure mechanical properties. According to Alpex's head of R&D Bernhard Rittenschober, this requires extra sets of tools, but only a single press and injection unit. He explains the extra tool cost is offset by lower process and press cost and can be recouped quickly, even with a low volume of 500-1,000 parts/year.
“The main achievement from these demonstrators is the ability to make primary aerostructures with a short resin injection versus conventional aerospace RTM processes, where it has been a difficult, lengthy process to infiltrate resin into such large parts with UD carbon fiber reinforcements,” says Pagnac. “We are just at the beginning of what we can achieve with this type of intelligent automated preforming and C-RTM processing,” adds Chevallet. “It has the potential to achieve the more cost-effective, sustainable production of stiffener-integrated skin structures being envisioned for future aircraft.”








Related Content

Precision blades support industrial fiber cutting needs
CAMX 2024: Machine knives and industrial razor blades supplier American Cutting Edge offers composites manufacturers staple and custom cutting options.
Read More
Innoptus Solar Team uses Jetcam software to optimize production of solar vehicle
The world title-holding, Belgium racing team is producing its tenth composites-intensive solar car using Jetcam Expert nesting software.
Read More
Plant tour: Airtech International, Springfield, Tenn., U.S.
Fifty years of supplying materials for composites manufacturing includes custom fabrication and now aims to advance 3D-printed tooling, parts and new resins.
Read More
Optimized, automated manufacturing concepts for composite parts, SMC semi-finished materials
JEC World 2024: The AutoCut Pick&Place and Cube SMC line from Schmidt & Heinzmann aim to deliver more modernized manufacturing capabilities with improved efficiency and process control.
Read MoreRead Next

2-part epoxy for increased composite aerostructures production via RTM
Hexion meets demand for accurate mixing with in-line analytic control while improving processing window, fiber volume content and manufacturing efficiency.
Read More
HP-RTM for serial production of cost-effective CFRP aerostructures
Merging automotive process and tooling with aerospace quality to meet increasing production rates.
Read More
The rise of HP-RTM
Decades of development have propelled it to prominence but its future demands industrial solutions for handling cost, complexity and process control.
Read More