





The EmpowerAX demonstrator part for additive functionalization will be exhibited at JEC 2023 is a double-curved carbon fiber/epoxy shell functionalized with 3D-printed PEI and PEEK ribs using chopped and continuous carbon fiber reinforcement. It has been developed and is being fabricated by 10 EmpowerAX members, led by DLR, and showcases the expertise and solutions available throughout the additive extrusion process chain. Photo Credit: CW compilation of EmpowerAX images
EmpowerAX is an international and industry-diversified technology platform that seeks to improve industry’s accessibility to additive extrusion technologies and expertise. As explained in the 2021 article, “DLR launches EmpowerAX to industrialize continuous fiber 3D printing”, additive extrusion combines low-cost pelletized thermoplastic compounds — often with chopped fibers —and continuous fiber reinforcement to create multifunctional composite structures that avoid high tooling costs, improve production efficiency and enable new lightweight and load-optimized designs.
“Additive extrusion with short and continuous fiber reinforcement can be described as an extension of conventional 3D printing,” explains Maik Titze, responsible for additive manufacturing at the DLR Institute of Lightweight Systems (Braunschweig, Germany). “However, it is not yet as widely established. This is one of the reasons why we established EmpowerAX — to strengthen the accessibility of additive extrusion technologies for industry.”



Titze explains that EmpowerAX works in cooperation with technology users and suppliers to develop and prepare the necessary expertise along the entire process chain for additive extrusion — spanning design and analysis, materials, printing equipment and services, testing and more. “Implementing a new technology poses various challenges for companies,” he notes. “It is helpful to find all relevant information and expertise bundled in one place. This is what the DLR Innovation Lab EmpowerAX is about. Companies who have an idea for a use case can come to us, and we will draw from our members, their technologies and expertise to figure out if this use case can be a business case. We help companies develop a framework to evaluate implementation options and investment required. This then lowers hurdles and accelerates technology transfer.”
Demonstrator part
Xenia Stumpf, Innovation Lab manager working with Titze, explains that during the EmpowerAX Days partner event, held in October 2022, members decided to develop a demonstrator part to be exhibited at JEC 2023 (April 25-27, Paris, France). Continuous fiber additive manufacturing is growing, she notes, with a variety of use cases being demonstrated. “The real value of additive extrusion is not in replacing all conventional composites manufacturing processes,” says Stumpf, “but in developing the right combination of established cost- and time-efficient methods with additive functionalization, for example to integrate local stiffeners, aids for assembly, conductive tracks or ventilation shafts, for example. The goal of the EmpowerAX demonstrator is to showcase this functionalization and the available process chain expertise — from suppliers of design and simulation software and services to CAD-CAM planning to printing and materials. In addition, the part demonstrates the ability to combine thermoset and thermoplastic matrices as well as short and continuous fiber-reinforced materials to optimize performance.
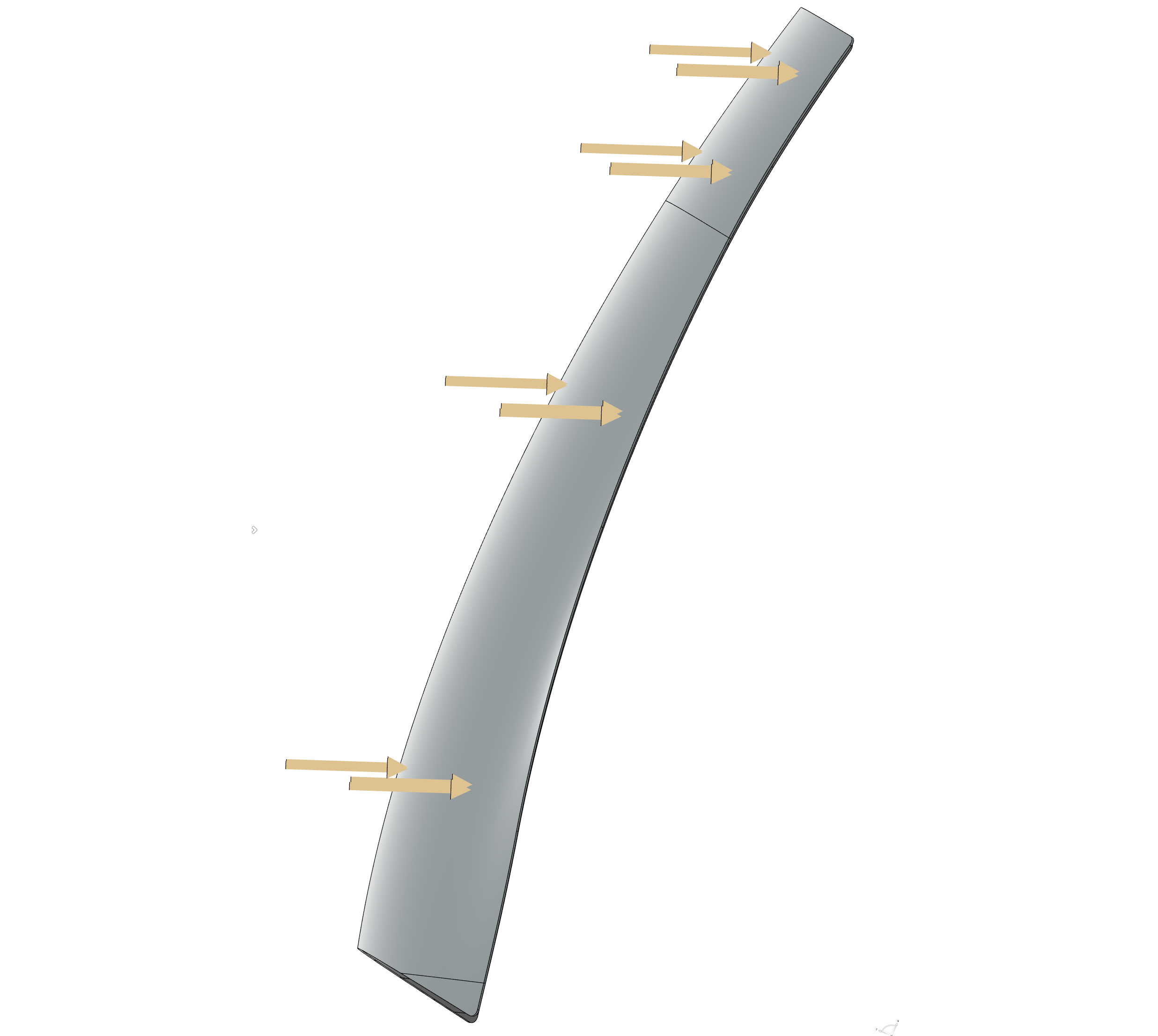
The EmpowerAX demonstrator was based on a curved shell loaded vertically from aerodynamic drag and crosswinds. Photo Credit: PRIME aerostructures
The part chosen was a double-curved shell structure, measuring 700 x 1260 millimeters and 3-millimeters-thick. “It was chosen to be a type of representative structure,” says Titze. “It’s loaded vertically based on an aerodynamic drag force during landing of 360 kilometers/hour combined with crosswinds as a worse case. The shell is not stable geometrically, but requires ribs, which also ensure its load-bearing capability. Our goal was to use a conventional composites process for the shell structure and then functionalize it using additive extrusion.”
All 26 current EmpowerAX members were given the opportunity to join the project. In addition to DLR/Empower AX, 10 companies chose to participate. “The whole team worked together to decide on the part and what technology bricks were required,” says Titze. “We then evaluated capabilities and each partner’s role was chosen not so much on who is the best but how to include all partners to work together and provide expertise. We wanted to demonstrate that the process chain for Additive Functionalization is industrially available by reliable suppliers.”
Part design and topology optimization
Initial design and analysis of the part was completed by PRIME aerostructures (Klosterneuburg , Austria), an engineering firm that has completed composites design for Airbus, Boeing and others, with current composites projects including a wing box for a 150-seat mid-range aircraft, a structure for a next-gen turboprop and a commercial aircraft wing-to-body fairing.
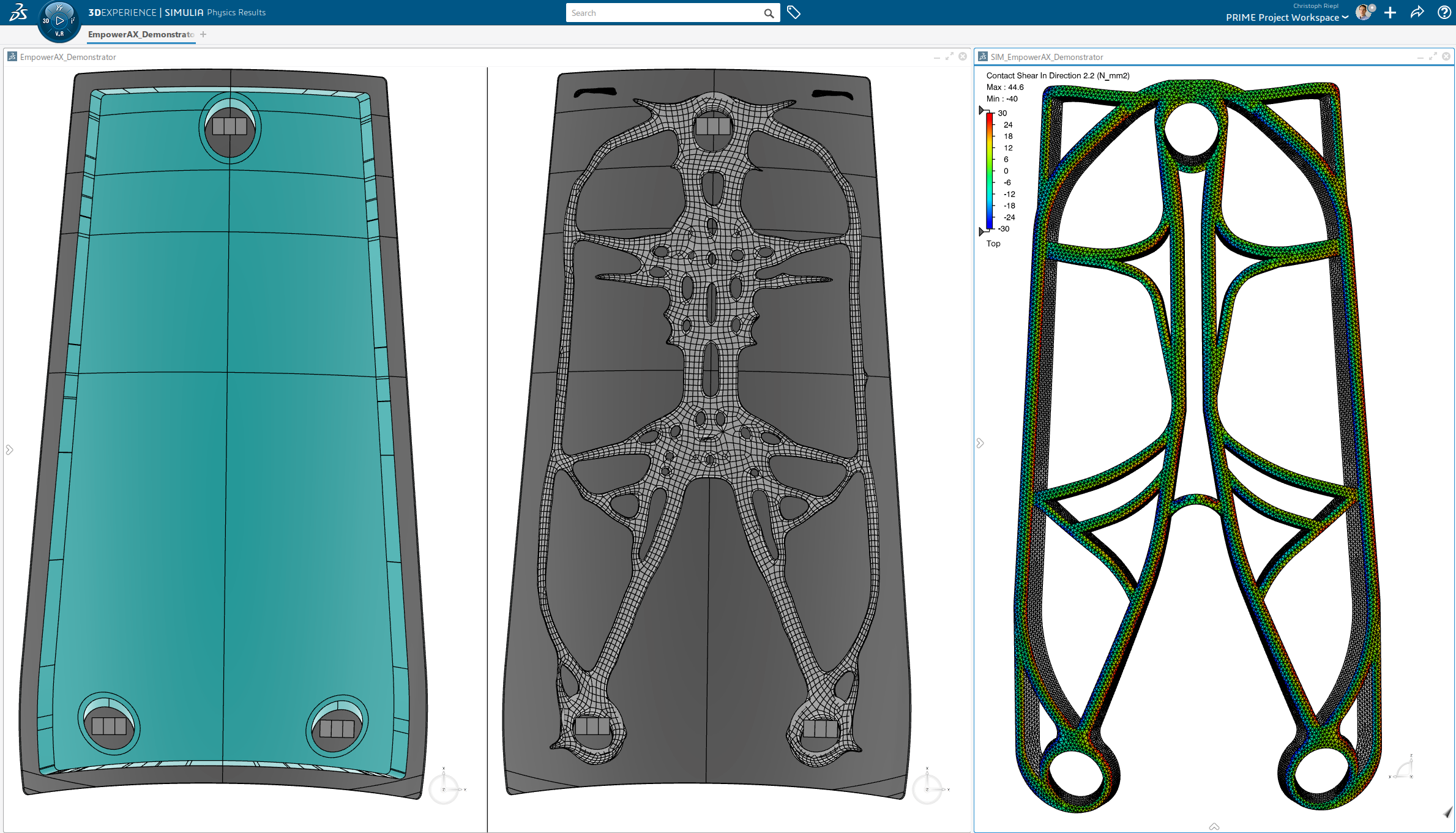
PRIME aerostructures created the shell part design model with three attachment brackets (left) and validated the selected rib design from its topology optimization results (center) to minimize shear stress at the rib-shell interface (right). Photo Credit: PRIME aerostructures
PRIME used the 3DEXPERIENCE platform from Dassault Systèmes (Vélizy-Villacoublay, France) to perform the initial analysis with the load cases discussed above and three attachment brackets as boundary conditions which constrain the shell’s movement. The goal was to optimize stiffness by developing a rib design. PRIME performed a topology optimization varying the parameters of part volume, rib width and reinforcement distance. From multiple validated concepts, one was iterated to a detailed design by minimizing displacement and shear stress at the rib-shell interface. Additional considerations included manufacturing restrictions and material orientations of the short and continuous fiber-reinforced ribs.
Thermoset and thermoplastic materials
The base structure was made using a conventional resin infusion process with a 0°/90° woven carbon fiber fabric and aerospace-grade epoxy resin cured at 180°C. However, the infused part is also functionalized with a polyetherimide (PEI) thermoplastic surface layer. “PEI is miscible with epoxy resin so that the two polymers diffuse into each other,” explains Titze. “This thermoplastic surface on the thermoset part allows direct overprinting to apply the ribs using an additive extrusion process and enables a very good connection between the ribs and the base part.”
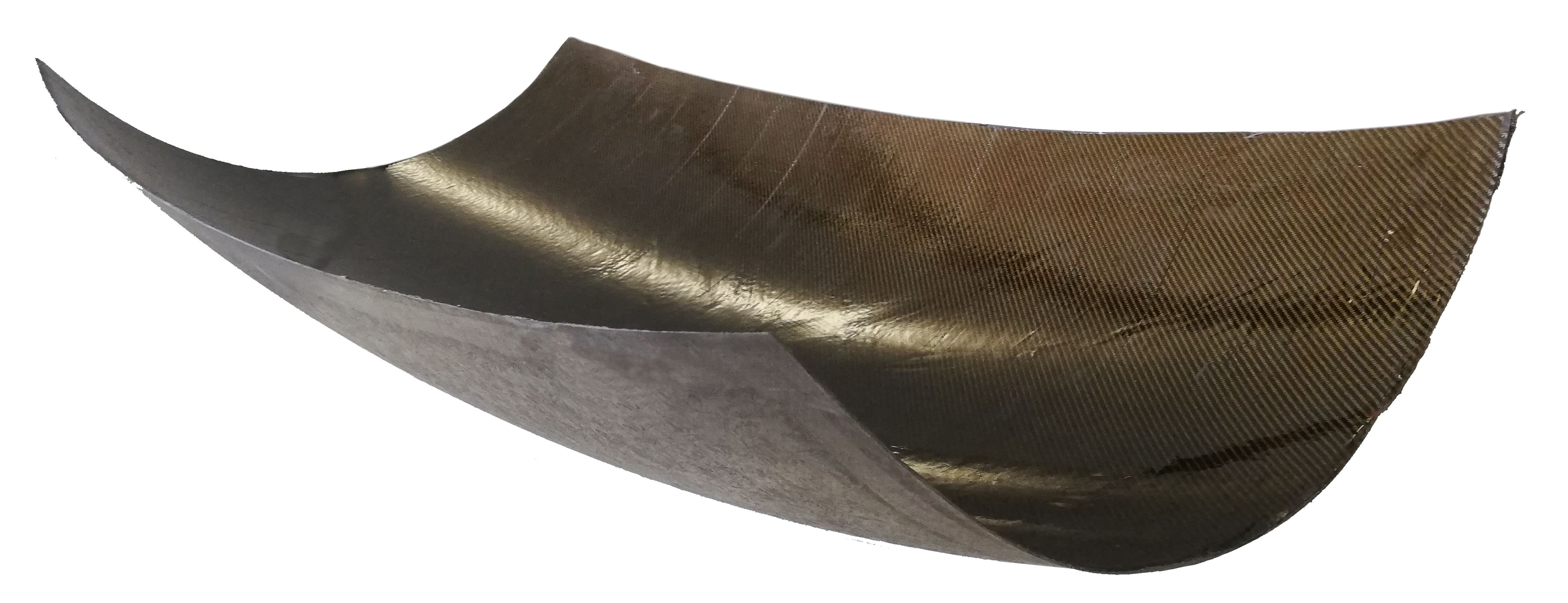
The EmpowerAX demonstrator began with a carbon fiber/ epoxy shell made using resin infusion. Photo Credit: DLR
“The shell on its own is not geometrically stable,” notes Titze. “The ribs reinforce the part’s geometry but also its load-bearing capability.” They also use a variety of materials. “Short fiber-reinforced materials enable fast deposition rates and already quite a bit of stiffness to the part,” he says. “The continuous fiber materials, which are more expensive and deposited at a slower rate, are thus only placed where needed for strength or to enhance stiffness. This combination enables maximum efficiency in the design and manufacturing.”
Both PEEK and PEI materials were used for the ribs. Ensinger (Nufringen, Germany) supplied TECACOMP 30% short carbon fiber/PEEK compound for extrusion, while thermoplastic prepreg supplier Suprem (Yverdon-les-Bains, Switzerland) provided its Filaprem continuous carbon fiber/PEEK filament. PEI material was supplied by Airtech Europe (Luxembourg) via its Dahltram I-350 CF, part of its Dahltram family of materials for 3D printing.
Additive extrusion of tooling and ribs
This project included three large-scale 3D-printing suppliers: CEAD (Delft, Netherlands), Hans Weber Maschinenfabrik (Kronach, Germany) and Fill (Gurten, Austria). All three companies offer gantry and robot-based systems with extruders for low-cost 3D printing from pelletized short-fiber compounds and integrated machining capabilities for surface finishing. CEAD and Fill also offer additive extrusion of continuous fiber composites. EmpowerAX also has short and continuous fiber additive extrusion capability through the DLR Innovation Lab’s equipment developed in-house.
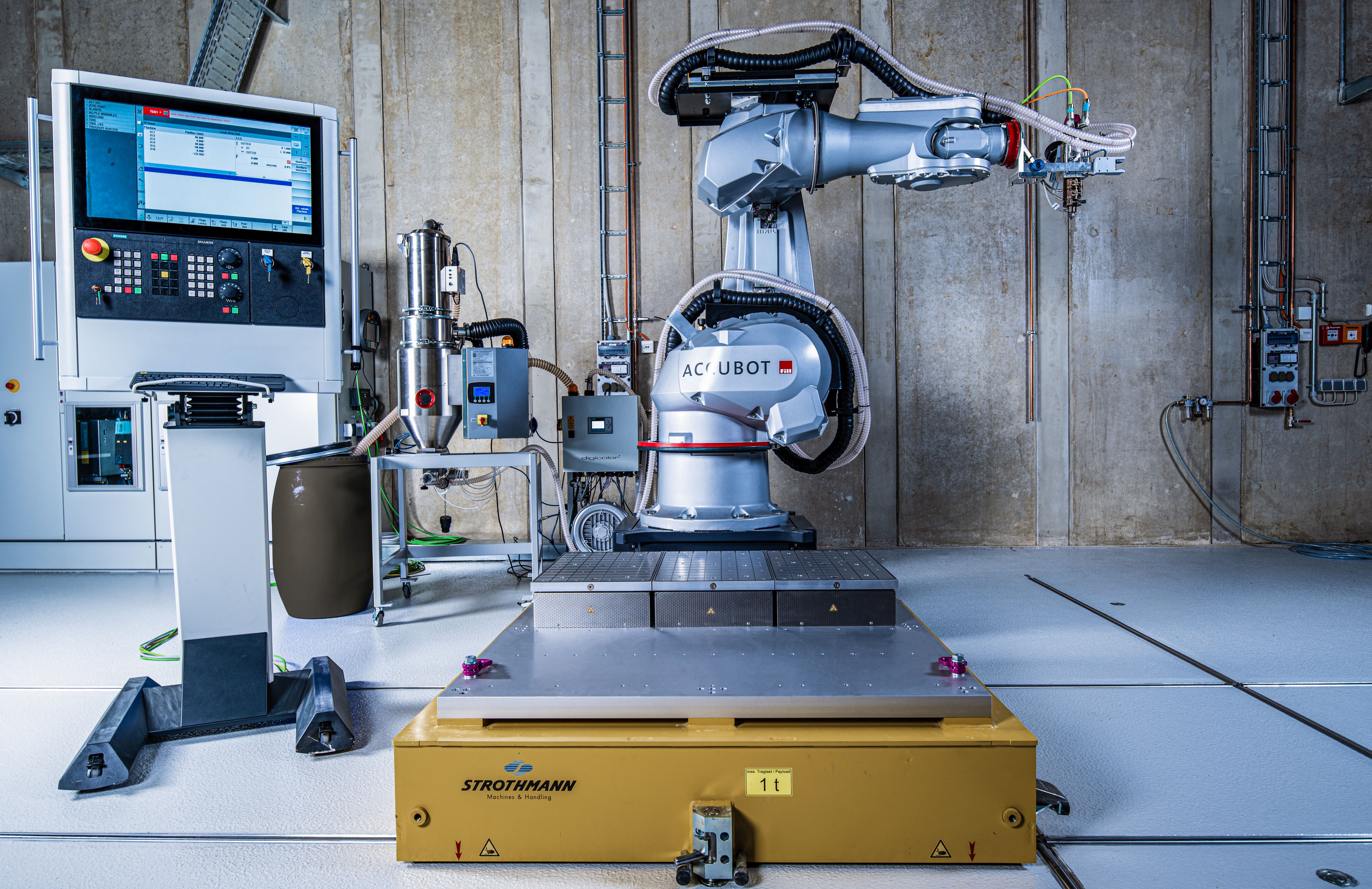
CEAD has worked with GKN Aerospace (Munich, Germany) to print CFRP tooling for serial production and supplied a 4 x 36 meter Mega II 3D printer with two robot arms on linear tracks to Al Seer Marine (Abu Dhabi, UAE). Weber has supplied additive extrusion systems since 2019, including a system used by BMW’s Lightweight Construction and Technology Center (Landshut, Germany) to demonstrate a mid-roof frame structure made using automated fiber placement (AFP)and 3D printing (see “3D printing and AFP join forces in automotive demonstrator”). Meanwhile, Fill’s Accubot system can feature an extruder with integrated fiber feed for continuous fiber reinforcement, milling spindle, tool change station and heated turntable as a printing base. Such a system has been installed at the Institute of Polymer Technology (IKT) at FAU in Erlangen, Germany.
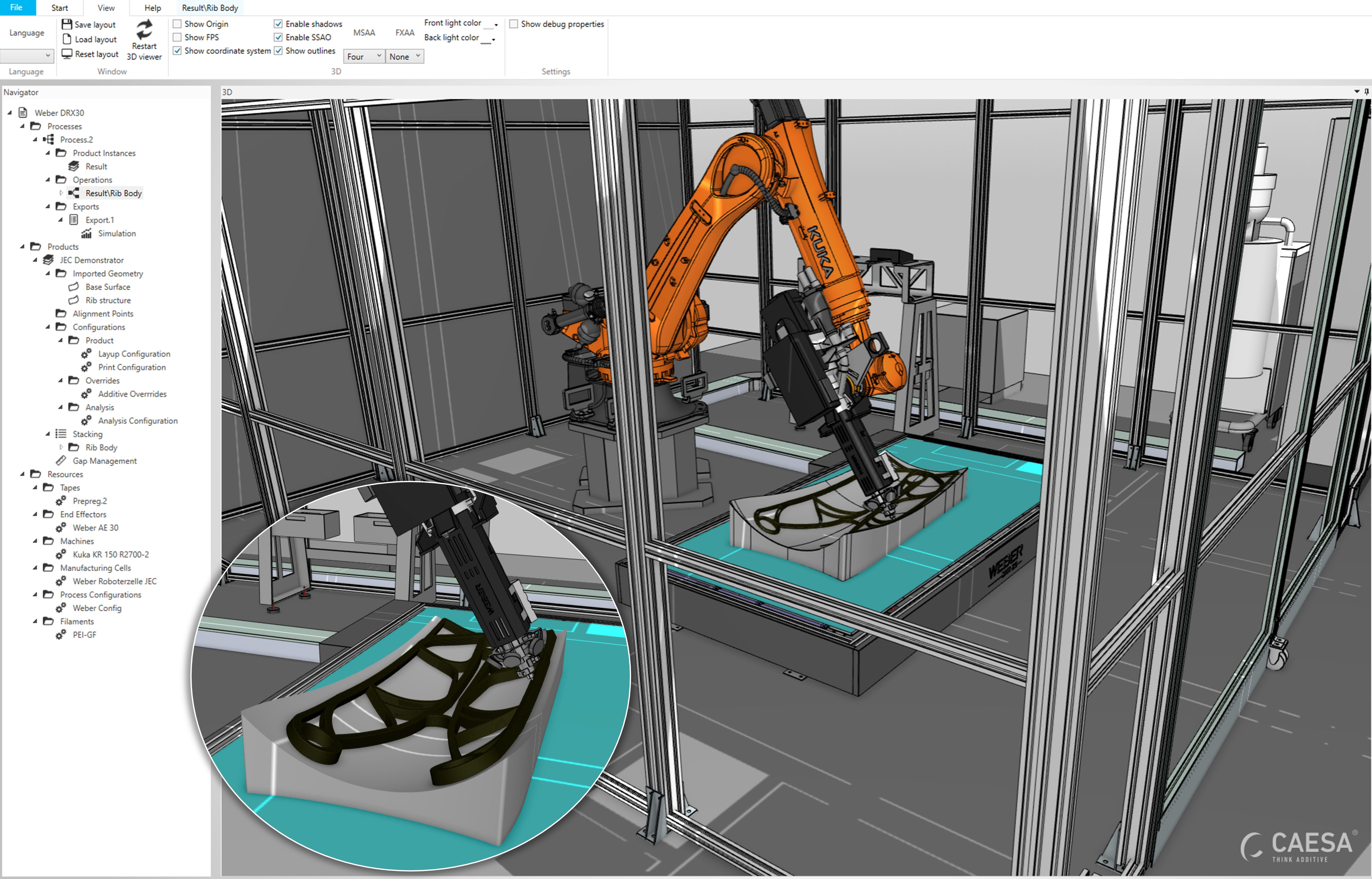
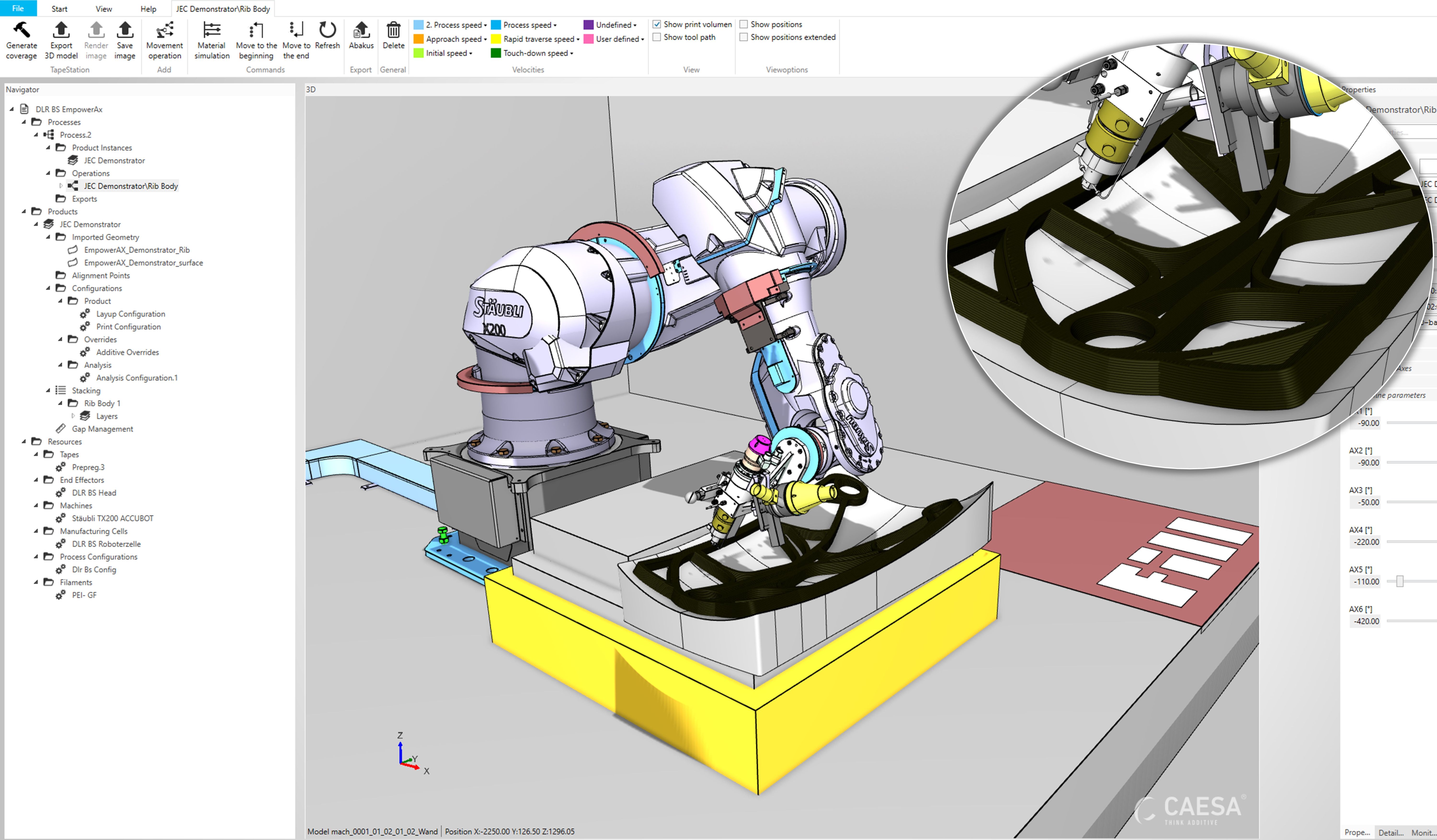
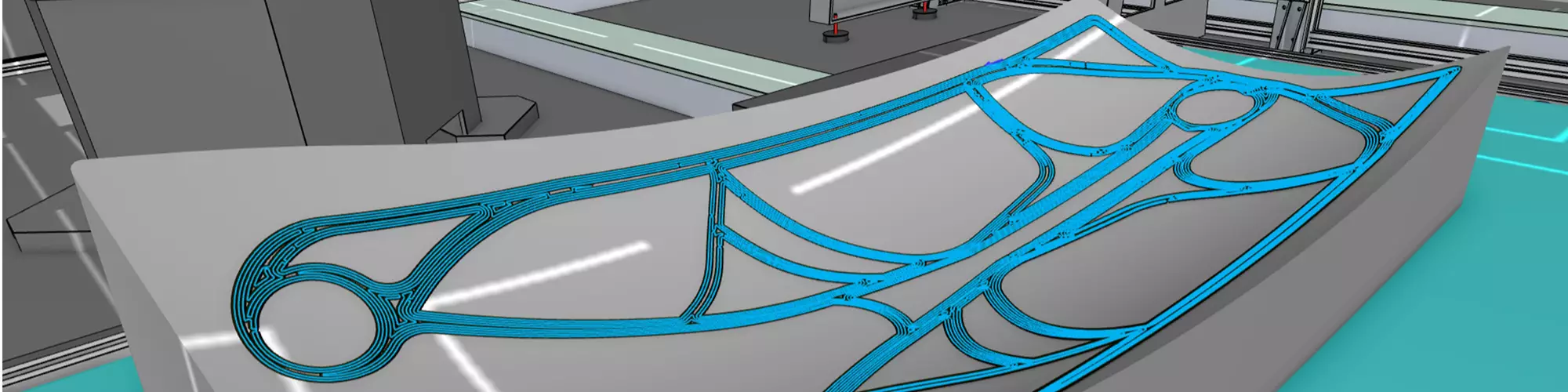
SWMS completed path planning for the CF/PEI ribs to be printed by the Weber print cell and the subsequent local stiffening using short and continuous CF/PEEK using the Fill Accubot at DLR. Photo Credit: SWMS
For the demonstrator part, DLR already had tooling for the shell, but EmpowerAX wanted to demonstrate this capability as part of the project. Thus, CEAD printed and milled tooling for the demonstrator part, which will be included in the display at JEC. Meanwhile, Weber printed the CF/PEI ribs and the Fill Accubot installed at the DLR Innovation Lab was used to stiffen these ribs locally with short and continuous CF/PEEK materials.
Path planning
Before the ribs could be printed, however, the machine paths for the CNC-based additive extrusion systems had to be developed and optimized. This was done by SWMS Systemtechnik Ingenieurgesellschaft (Oldenburg, Germany), a provider of digital industrial solutions. SWMS uses its CAESA composites software to automate and optimize layup design and programming for AFP, ATL (automated tape laying) and now additive extrusion systems.
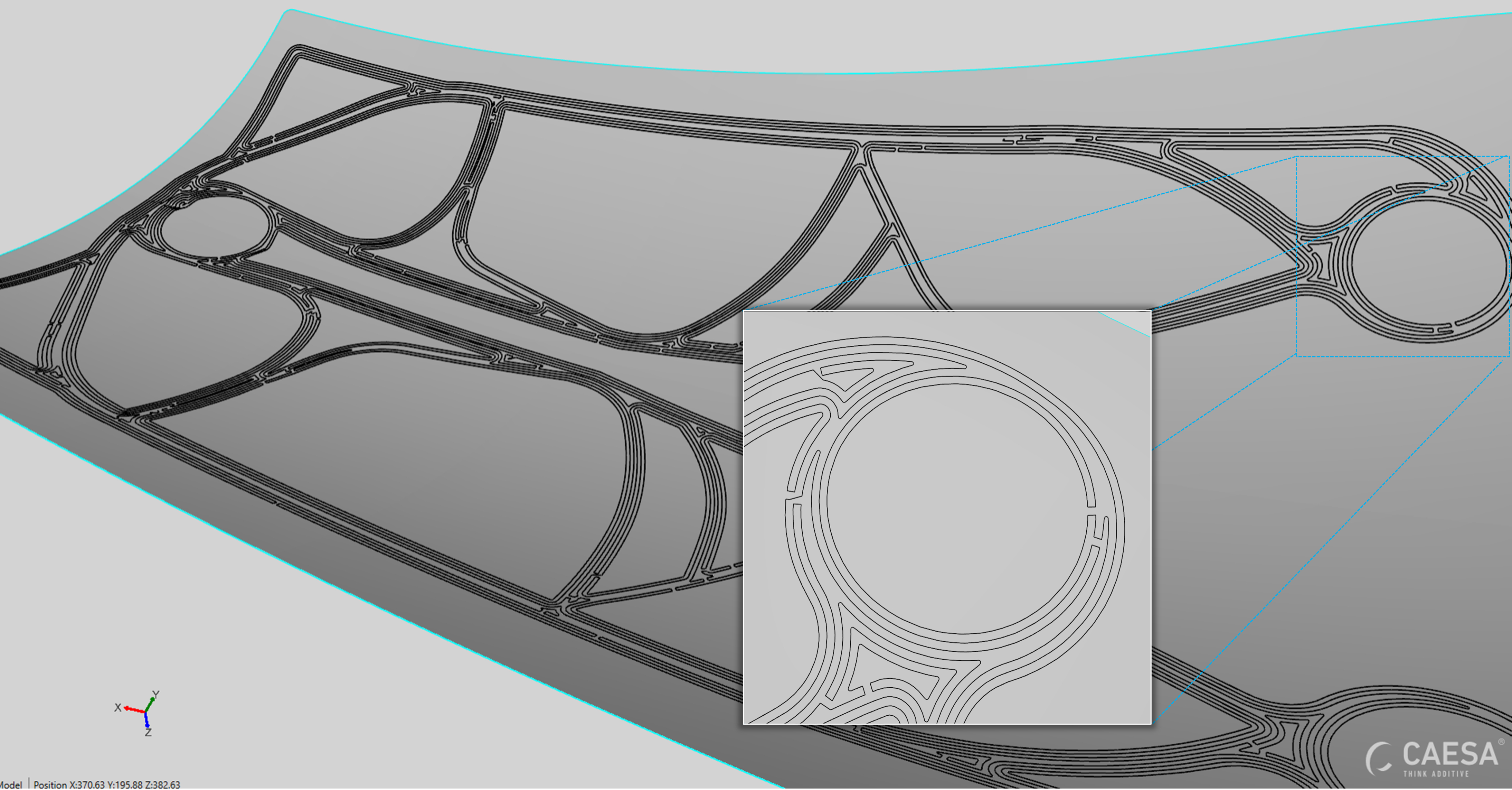
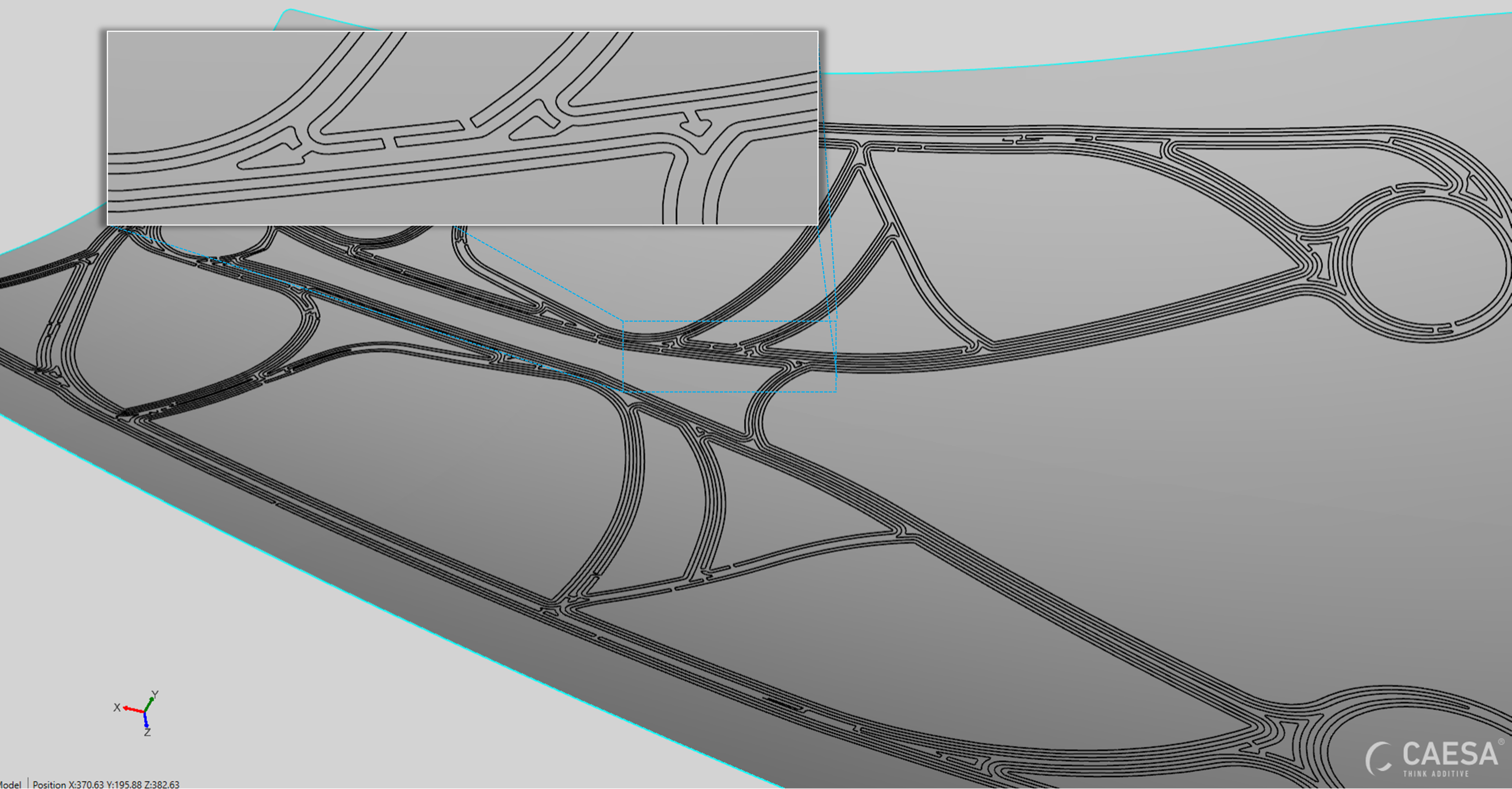
More than just programming the print head movement, CAESA was used to perform digital mapping of the print process — including building a digital twin — which integrated process, machine and part data, says Marc Loegel, SWMS team leader for composites. This digital mapping included creating the slices to be 3D printed along multi-curved surfaces and developing algorithms for the complex, organic-shaped rib structures. “Separate parameter sets can be used for each rib,” says Loegel. “Based on these, the software computes a continuous path for an optimal result. We worked to develop an optimal strategy for printing, minimizing the print head movement for increased efficiency.”
FEA and optimization
This path planning was then translated from SWMS into the fibrify design software, part of the additive fusion technology (AFT) developed by 9T Labs (Zurich, Switzerland). As explained in the February 2023 issue of CW’s Predicting Failure column, the fibrify design suite is an extension to the SpaceClaim 3D modeling tool within the Ansys (Canonsburg, Pa., U.S.) CAE/multiphysics simulation environment. Although fibrify can also develop 3D printed part designs and path planning, the already derived trajectory planning from SWMS was used and the fibrify software would be used to perform subsequent finite element analysis (FEA) in Ansys.
“Within fibrify, we derived the manufacturing process-dependent composite layup information,” says Andrea Borlenghi, head of marketing for 9T Labs. “It then stores these data into the vendor independent HDF5 Composite CAE format, which can be directly imported into Ansys Workbench through Ansys Composite PrepPost.”
This file format includes full mapping of material information and fiber orientation at each location in the print as well as the total stacking sequence throughout. “The Ansys Material Designer app allowed calculation of mechanical properties for the short fiber-reinforced PEI and to calibrate against the measured data provided by Dahltram,” explains Thomas Hirche, composites structural design engineer for Ansys. “The printing process itself was analyzed within two steps. First, the transient temperature fields during the printing process were calculated based on the printing paths. Next, the resulting residual stress and part deformations were predicted based on the previous determined temperature fields. For further optimization, the AM process simulation may be used for the derivation of optimal printing temperatures or fiber paths in terms of minimized distortions. Finally, the stiffness behavior of the component was evaluated based on the load case above considering manufacturing related effects such as distortions and residual stresses.
Normally, once optimization is complete, the final design is then exported as G-code for the 3D printing system. However, the ribs for the EmpowerAX demo part would be printed by two separate systems. Thus, the printed ribs design was exported by SWMS as two separate G-code files for the Weber and Fill Accubot machines.
JEC and beyond
The Fill Accubot at DLR will also be used to conduct metrology and NDT scans of the completed EmpowerAX demonstrator. Photo Credit: DLR
At the time this article was written, the EmpowerAX demonstrator part for JEC 2023 had started the first stages of printing the ribs. Once the additive extrusion of the ribs is completed first by Weber and then the Fill Accubot at DLR, the finished structure will be analyzed using the Fill Accubot, swapping out its additive extrusion head for first, metrology, and then nondestructive testing (NDT) using ultrasound.
An additional partner, Fiberthree (Darmstadt, Germany) was also in the process of 3D printing the part display stand. Titze explains Fiberthree has developed its own unreinforced and fiber-reinforced polyamide filaments for 3D printing. “They have extremely good material quality and can be used on desktop printers up to big industrial machines, for example, to produce fixtures and tools, but also structural end-use parts.” In addition to selling materials, Fiberthree also offers services, including help to design parts and print parts for customers.
Will all of the pieces come together for the display in April? “Yes,” says Titze, “but it has not been without challenges. We’ve never reinforced such a large, complex-shaped shell structure using additive extrusion before. But we’ve been able to show that the technology readiness and supply chain maturity is already high enough to produce such parts.”
Stumpf notes that additive extrusion is considered to be a key technology for the successful future use of thermoplastic composites in a wide range of industries — from aircraft, space, automotive and boats, to exoskeletons and medical devices. “The combination of high performance from continuous fibers with the design freedom of additive manufacturing enables precise orientation of reinforcing fibers along critical load paths,” she explains, “and this makes very lightweight and efficient structures that are readily individualized with almost no waste. We see EmpowerAX as an international technology driver, opening new ways of collaboration between research and industry.”

Photo Credit: EmpowerAX, DLR Innovation Lab
“This demonstrator is meant to show that any company could come to EmpowerAX and present such a use-case,” says Titze. “Anyone who has an idea of perhaps using short fiber and continuous fiber-reinforced material to functionalize a part they already make, even. They can ask us at EmpowerAX, and will work our suppliers of materials, machines and software — who are really experts in this field — and together with them, we will figure out whether a use case can be a business case or not. That's how EmpowerAX works. So, we want to demonstrate this idea of additive functionalization for the people that attend JEC so that they will bring use cases to us and we can help players across industry use this technology.”
See the EMpowerAX demonstrator part at JEC 2023 booth: Hall 6, S28.








Related Content

The lessons behind OceanGate
Carbon fiber composites faced much criticism in the wake of the OceanGate submersible accident. CW’s publisher Jeff Sloan explains that it’s not that simple.
Read More
The potential for thermoplastic composite nacelles
Collins Aerospace draws on global team, decades of experience to demonstrate large, curved AFP and welded structures for the next generation of aircraft.
Read More
Sulapac introduces Sulapac Flow 1.7 to replace PLA, ABS and PP in FDM, FGF
Available as filament and granules for extrusion, new wood composite matches properties yet is compostable, eliminates microplastics and reduces carbon footprint.
Read More
Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read MoreRead Next

VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More